


























36
BOC Smootharc TIG 200 ACDC Operating Manual
16.5 Aluminium
TIG is a high quality process widely used for welding aluminium,
particularly in section size up to about 6mm. The process may be
operated with or without filler.
TIG welding of aluminium can be carried out using any of the three
standard operating modes, alternating current (AC), direct current
electrode negative (DCEN) and direct current electrode positive (DCEP).
AC is the most frequently used since with AC cleaning of the oxide
film occurs on the electrode positive cycle and heating occurs on the
electrode negative cycle. With aluminium the surface oxide film must
be removed to allow full fusion to take place and AC TIG does this
efficiently, allowing high quality joints to be made. High purity argon and
argon-helium shielding gas mixtures can be used. The AC output may
be conventional sine wave or square wave and many electronic power
sources allow the AC waveform to be adjusted, and also provide facilities
for pre- and post- gas flow and current slope-in and slope-out.
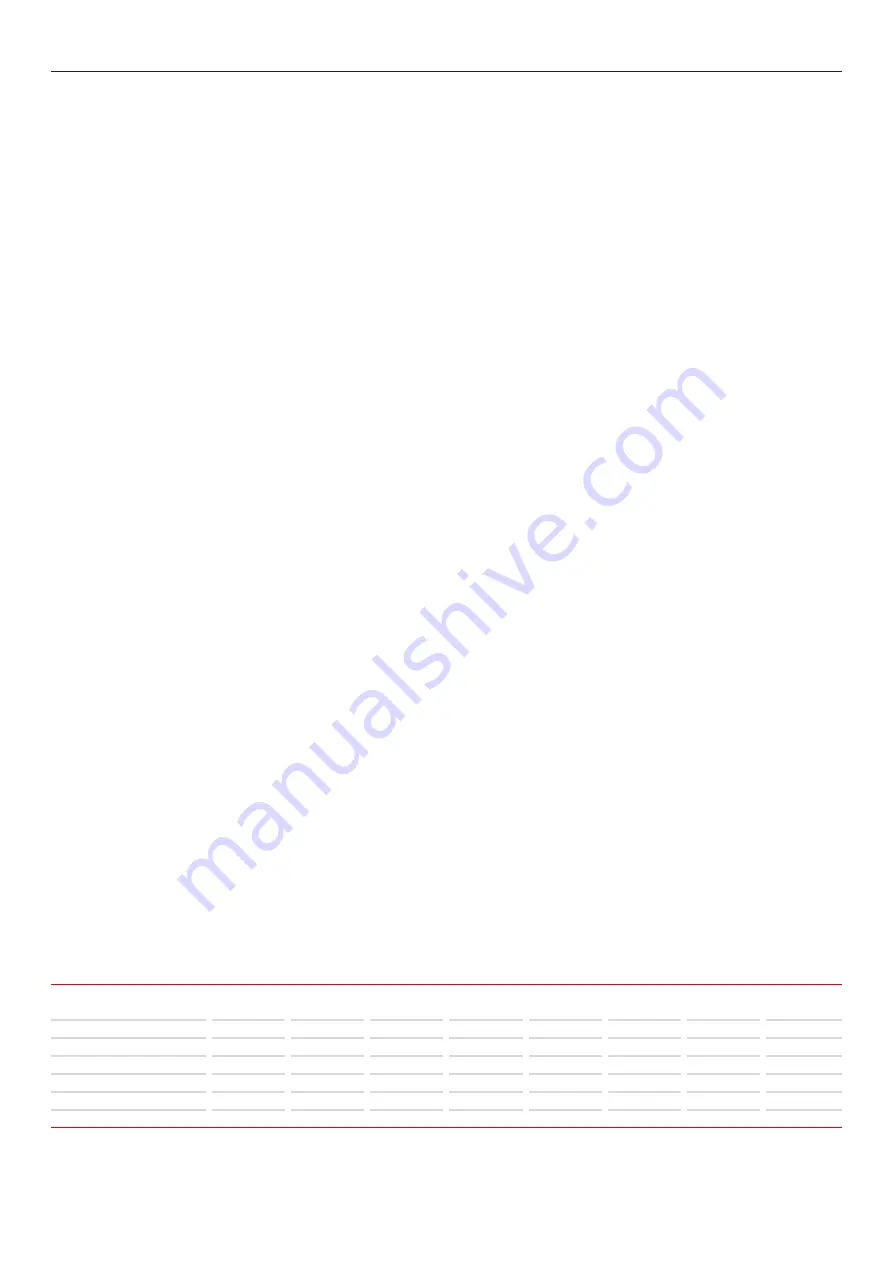
Aluminium welding parameters
Plate Thickness (mm)
1
2
3
4
5
5
6
6
Joint type
Square butt
Square butt
Square butt
Square butt
Square butt
V-butt (70)
Square butt
V-butt (70)
Tungsten size (mm)
1.6
1.6
2.4
2.4
2.4
3.2
3.2
3.2
Consumable Size (mm)
1.6
3.2
3.2
3.2
3.2
3.2
3.2
3.2
Current (A)
75
110
125
160
185
165
210
185
Welding speed (mm/min)
26
21
17
15
14
14
8
10
Gas flow (l/min)
5
6
6
8
10
12
12
12
Alternating current, Welding position: Downhand: Pure Aluminium
16.6 Balanced squarewave
The balance on squarewave machines can be adjusted to achieve
the desired results. Greater amounts of EN create a deeper, narrower
weldbead and better joint penetration. This helps when welding thick
material and promote faster welding speeds. Greater amounts of
EP removes more oxides from the surface but also have a shallower
penetration.
Summary of Contents for BOC Smootharc TIG 200 ACDC
Page 1: ...Smootharc TIG200 ACDC Operating manual 6PRRWKDUF GY GY ...
Page 47: ......







































































