


















12
START UP MANUAL
QUICK LOAD SERVO S2
4.1.1 Mechanical stop
The feeding pusher of the Quick Load Servo bar feed system has a set length, which was
determined so that it can function with all types of lathes.
To make sure that they never collide with the clamping device (end of bar improperly
adjusted, or in manual mode, for example), the feeding pusher of the Quick Load Servo
comes with a mechanical safety stop.
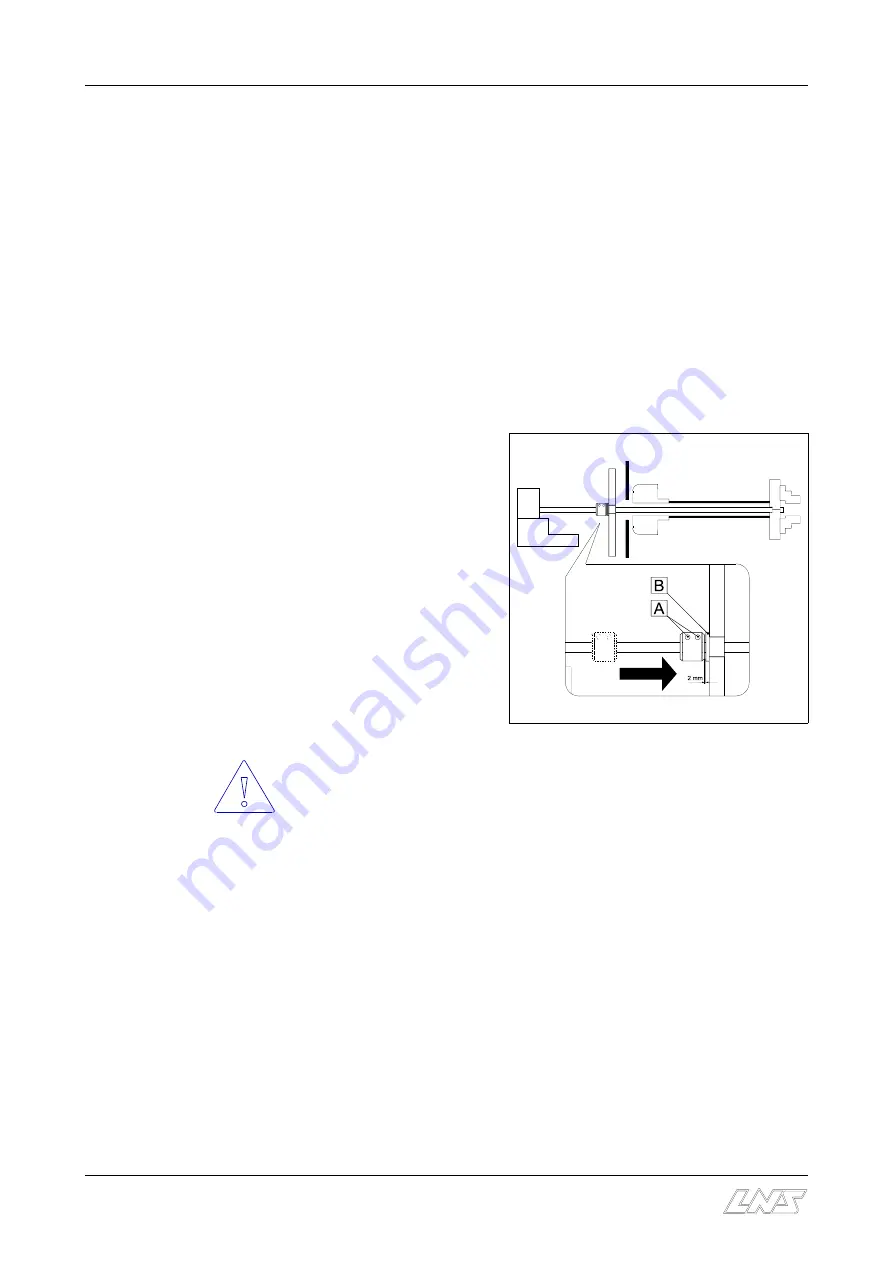
When the mechanical stop (stop sleeve) comes into contact with the guide bushing, the
feeding pusher is immediately stopped.
Procedure :
•
Bring the loading channel into
work position (down position).
•
Open the main access cover.
•
Undo the set screws (A) of the
stop sleeve.
•
Close the main access cover.
•
Move the feeding pusher forward
to the end of the bar position (see
Chapter 7, Handling).
•
Slide the mechanical stop against
the guide bushing (B), and then
move it back 2 mm (.08").
•
Tighten the set screws.
•
Close the main access cover.
This setting must be done on all feeding pushers when the bar feed system is
being installed, and should be modified (not necessarily) only when the
clamping device is replaced (collet or chuck). In this case, the end of the bar
position should also be adjusted.
Summary of Contents for QUICK LOAD SERVO S2
Page 1: ...ENG MADE IN USA ...






































































