



















- 15 -
Troubleshooting
06.13
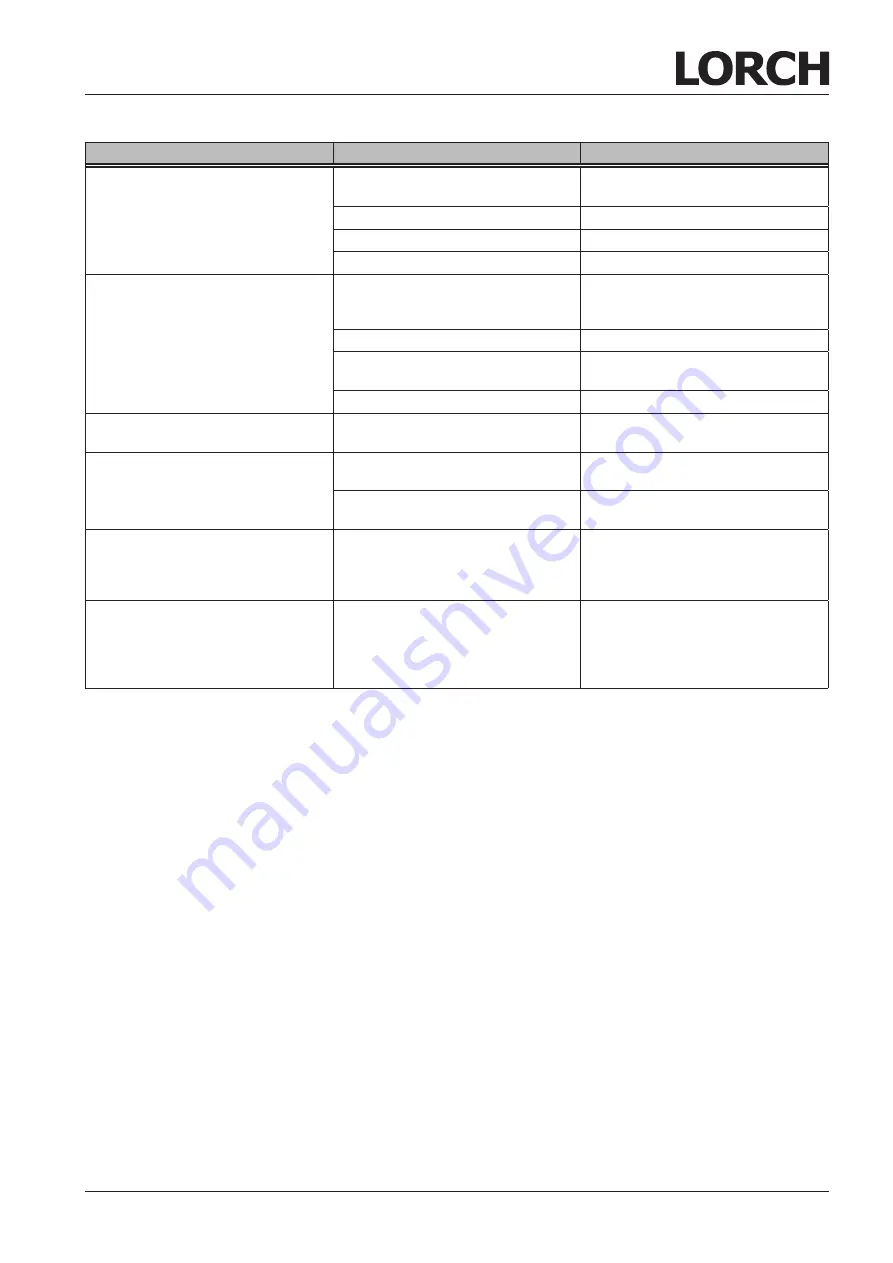
Fault
Possible cause
Rectification
Inert gas feed insufficient
Inert gas quantity set incorrectly at the
pressure reducer
Set the inert gas quantity as described
in the operating instructions
Pressure reducer dirty
Check the pressure reducing nozzle
Torch or gas hose blocked or leaking
Check and replace if necessary
Inert gas blown away by draughts
Eliminate the draughts
Welding power is reduced
Phase missing
Check the equipment using a different
power socket; check the supply cable
and the mains fuses
Insufficient ground contact at workpiece
Create a good clear ground connection
Ground cable not correctly inserted at
the equipment
Lock the ground connector at the equip-
ment by turning clockwise
Torch faulty
Repair or replacement
Ground cable connector becomes hot
The connector was not locked by turn-
ing clockwise
check
Wire feed unit has increased wire abra-
sion
The wire feed rollers do not match the
wire diameter
Fit the correct feed rollers
Incorrect contact pressure on wire feed
unit
Set as described in the operating in-
structions
Welding voltage and welding current
value blink on the V/A display when
welding and/or after welding (Hold dis-
play)
The set standard values were not
achieved and the installation overload
limit was activated.
Check and if necessary, correct the set
welding parameters.
Welding voltage, welding current: De-
viation between the set values and the
values measured during welding.
Depending on the actual welding pro-
cess, principally a deviation is possible
during short arc welding.
None:
This is a sign of the machine's "internal
control," stabilise the welding process
and increase the attainable quality of
welding.
Tab. 1: Troubleshooting


























































