






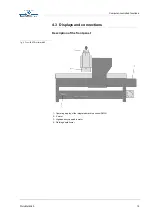






















Setup
22
ProtoMat M60
› If the milled line does not run exactly through the center point, the
HOME position must be corrected by half the difference. This can be
done directly by changing the home position in
MACHINE
SETTINGS..
dialog box.
› After making a correction, the movement should be repeated as a
check.
5.10 Making a new two-pin system
The alignment holes in the red two-pin strip become larger over time due
to use and top to bottom alignment will suffer. You must then drill new
holes in the slides. If after a certain time there are too many holes in the
slides, the two-pin strips must be changed.
Danger! Take note that sharp tools are involved and that they may
be hot. In order not to hurt yourself because of chips always work
with the vacuum system switched on!
To make a new two-pin system, proceed as follows:
› First press both two-pin strips into the machine groove, with the front
two-pin strip pushed against the reference pin to the front of the
groove. The distance between the two two-pin strips should be about
the size of the base material in the X axis.
› Fit a drill measuring 2,95 mm in diameter so that the distance
between the base plate and the drill point is about 0.5 mm (Under the
base material you can put a 0.5 mm thick base). This is the only time
a tool is not inserted into the collet as far as it will go. The speed of
the drill must be changed to 25.000 rpm in
BoardMaster
.
› Move the plotter head in +x direction for about 30 mm and define this
positionas the new HOME position (set HOME, see
MENU
CONFIGURATION
)
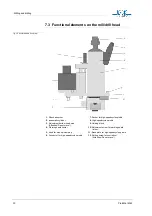
› Move the mill/drill head to HOME and then to the front two-pin strip
(Pull the alignment pin before, in order to avoid the drill from
breaking off). Then manually drill a hole about 4 mm deep in the
approximate center by pressing down the drill head (before, choose
in menu bar
DRILLING PLATED
). Afterwards, do not move the mill/
drill head position in the Y direction.
› Move in the X axis a known amount to the second, rear two-pin strip
(from the first hole, 287 mm) and drill a hole about 4 mm deep there
too. By no means move in the Y-direction.
› Now position the drill tool in the drill chuck as far as it will go.
› Move the mill/drill head to the side. Insert two alignment pins in the
holes now made in the two-pin strip. Check that the pins are firmly
inserted as any play affects alignment accuracy.
› Mark old holes with a felt pen so they cannot be confused with the
new ones.

























































