



















★
Adjusting the arc thrusting: Control the splash and steady arc.
★
Strong resistance for the fluctuate of the electricity
2.Main technical Data :
3
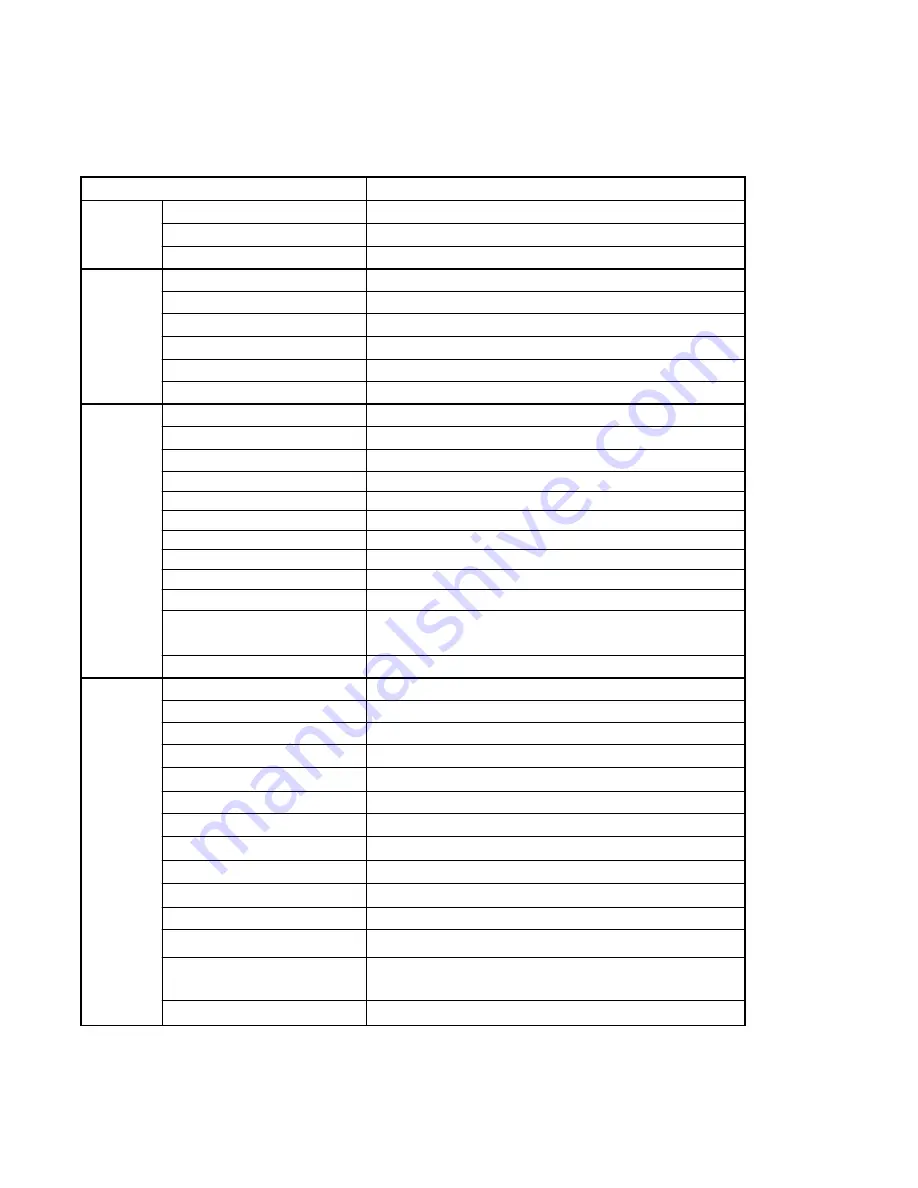
MODEL
EWELDM253
INPUT
Voltage
1xAC220V 50Hz/60Hz
Rated Input current
47.5A
Rated Input power
11KVA
DC
MMA
No-load Voltage
80V
current Adjusting Range
20~250A
Rated Output Current
250A
Start Current
0-200A
Arcforce Current
0-200A
Rated Duty Cycle
60%
CO
2
No-load Voltage
80V
Rated Duty Cycle
60%
Current Adjusting Range
20~250A
Rated Output Current
250A
crater-fill voltage
14-28V
crater-fill current
10-250A
burnback time
0.01-0.5S
burnback voltage
10.0-25.0V
Wire Alloy Material
--
Synergic MIG or BASIC MIG
all
crater mode
2T( no Start Current & no crater current)
or 4T( no Start Current) ,no S4
(
special 4 step)
gas type
CO
2
or Ar
PULSE
MIG
Welding Current
20~250A
Welding Voltage
-5.0 ~ +5.0
Rated Output Current
250A
Rated Duty Cycle
60%
Start(Initial) Current
10~250A
Start(Initial) Voltage
-5.0 ~ +5.0
crater-fill voltage
-5.0 ~ +5.0
crater-fill current
10-250A
burnback time
0.01-0.5S
burnback voltage
-5.0 ~ +5.0
Wire Alloy Material
Fe,AlSi,AlMg,CrNi,Cu
Synergic MIG or BASIC MIG
only Synergic MIG
crater mode
2T( no Start Current & no crater current)
or 4T( no Start Current) or S4
(
special 4 step)
gas type
80%Ar+20%CO
2
(Fe,Cu) ;100%Ar(AlSi,AlMg) ; 98%Ar+2%CO
2
or O
2
(CrNi)







































































