



















3.3 Function of arc drawing back
★
Reduce the welding criterion at the end of welding line in order to fill the short coming of
welding end.
★
Change the knob on the welding gun ,you may get two kinds of welding criterions to fit for
different position and different thickness.Turn on the switch of :"Arc drawing back".the power now has
the function of Arc drawing back.The voltage adjusting is used by the current knob on the front panel.
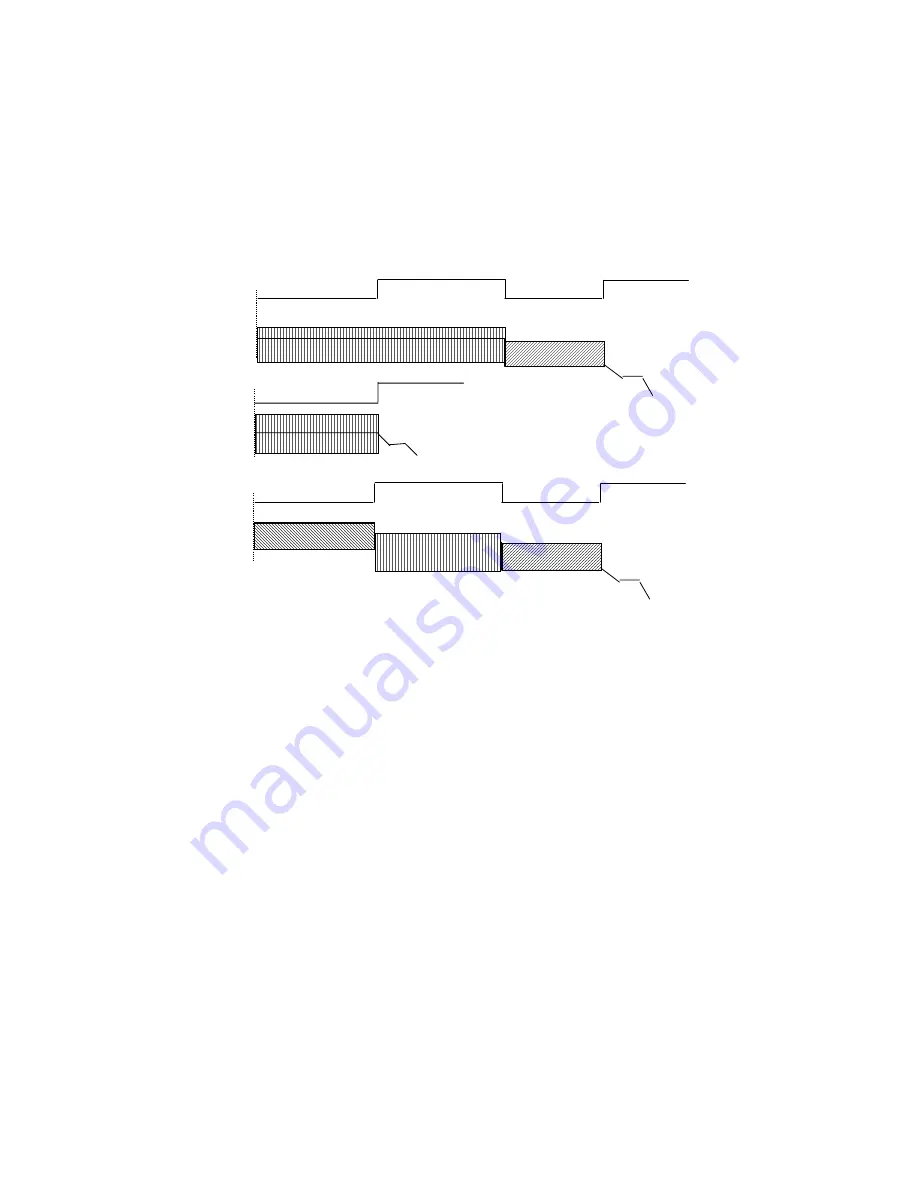
3.4 2/4 steps change(crater mode)
3.5 Function for low Arc starting
We design the function for low arc starting in order to improve the efficiency of arc starting.
3.6 Recycle function
We design the function to settle two problems.
1) Control the diameter of the wire ball at the end of wire .
2) Prevent the wire into the pool after the Arc stop.
3.7 Over current function of the wire feed motor
In order to protect the motor, the wire feed motor may stop rolling automatically if the current
reaches 10A .When it is lower than 10A ,the motor begins rolling automatically.
5
4 steps
2 steps
switch of gun
welding current
ON
OFF
Welding current
end current
current for arc draw back
recycle
recycle
press it one time
(
ON
)
relex it one time
(
OFF
)
press it second time
(
ON
)
relex it second time
(
OFF
)
switch of gun
welding current
welding current
special 4 steps
switch of gun
welding current
End current
current for arc draw back
recycle
press it one time
(
ON
)
relex it one time
(
OFF
)
press it second time
(
ON
)
relex it second time
(
OFF
)
start current
Welding current







































































