



















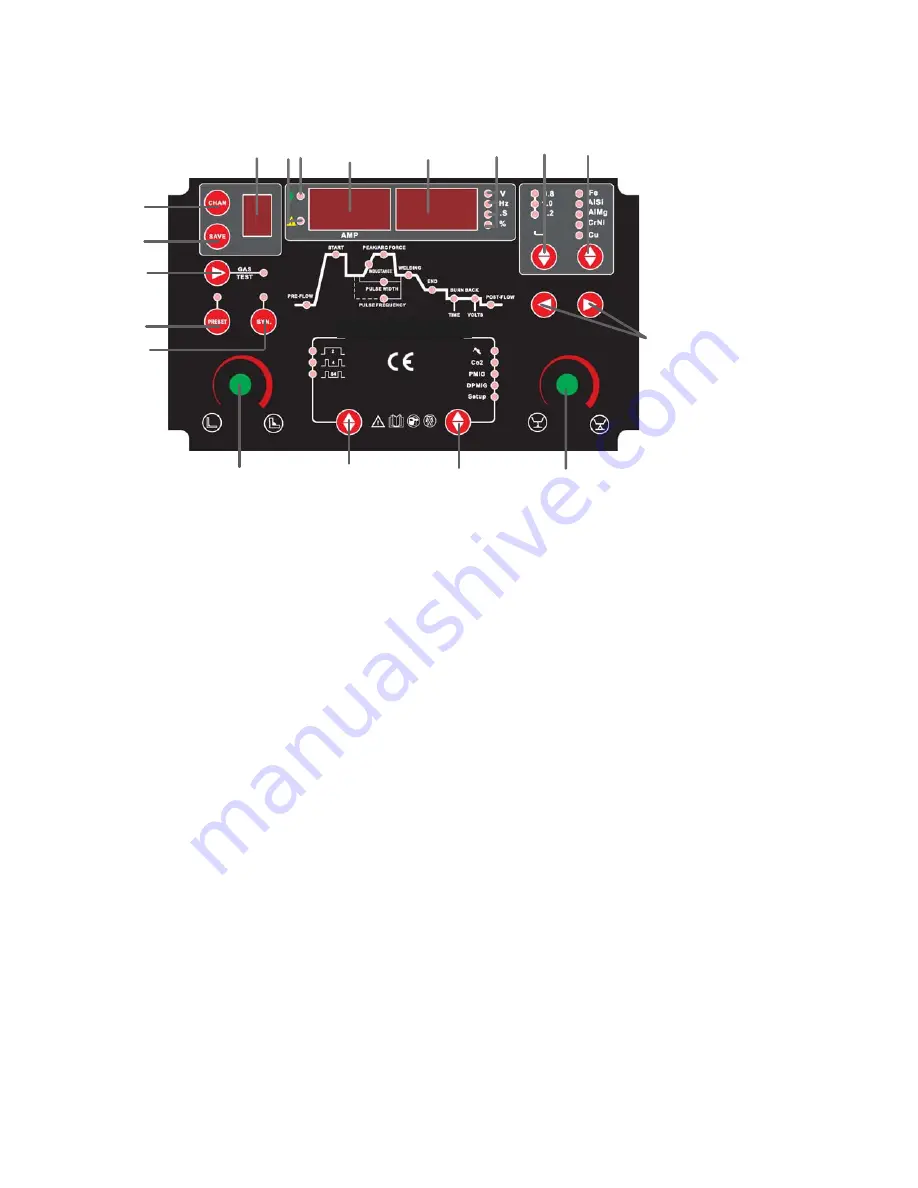
4. Indicating and warning on the EWELDM253 control panel
4.1 Indicating and adjusting
4.1.1 Start current /Welding current/Peak(arc force)/End current Display meter
The current indicating meter on the front panel indicates the actual welding current during the
,
welding
indicates the preset current during no welding.
4.1.2 welding Voltage /Pre-flow time/inductance/pulse width/pulse frequency/Burnback time&
voltage/post-flow time Display meter
、
a
The meter on the front panel can indicate the actual welding voltage or preset MIG voltage.The
indicating number has the precision of 0.1V .The meter indicates the preset during no welding.
、
b
display time(S)
、
c
display width(%)
d.display frequency(Hz)
4.1.3 Power indicating
If the indicating light is on the control circuit connects the power already.
4.1.4 pre-flow/Start current /inductance/Peak(arc force)/pulse width/pulse frequency/welding
current/End current/Burnback time &voltage/post-flow time Process Selector
a.MMA: Start current /arcforce/Welding current
b. CO2:pre-flow/Start current&voltage /inductance/welding current&voltage/End current&voltage/
Burnback time &voltage/post-flow time
c. PMIG:pre-flow/Start current&voltage /inductance/welding current/End current/Burnback time&
voltage/post-flow time
d. DPMIG:pre-flow/Start current&voltage /inductance/Peak current&voltage /pulse width/pulse
frequency/welding current&voltage/End current&voltage/Burnback time &voltage/post-flow time
6
1
2
3
4
6
13
14
7
10
11
12
8
9
5
15
16
17
18
EWELDM253







































































