Av
220V .SO Hz
XP
__J
PE
[}ll
QS:
\JI
X
'/
X
Sow
Stop Rare
\!/ \J/
HOS
bo·
X
X
X
x�
"v
380V .SO Hz
PE
V)
E
QS
� 8
2
3 7 11 1 S 9
as
1::-\:-
4 8 12 2 6 10
U1
21
PE
22
PE
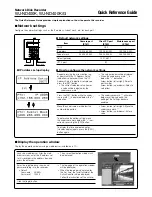
Note:
0.
b
1s ma.in winding
U1 U2
Z1 Z2
1s
the sernnd winding
Fig.3 C1rcut: diagram of ekctncai
6 Adjustment and Application
To guarantee security of the operator as well as the machine nself and improve produces quality
and production efficiency, it is imperative for the operator 10 master proficiently the techniques of
adjustment and application of power off .The opera tar must check the validit
y
and reliability of
mstal!ment and adjustment
before
starting
the machine.
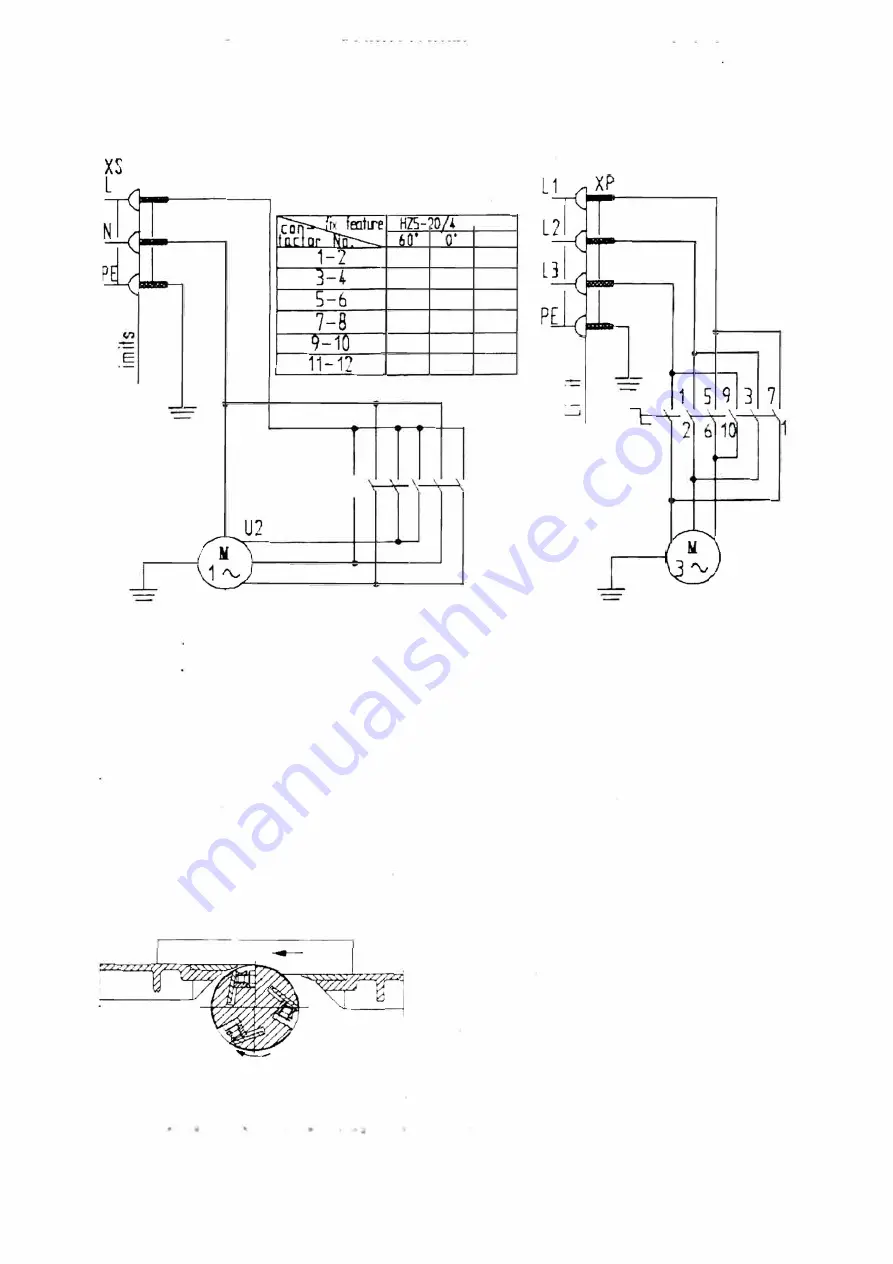
• Surface Planer
Preparation: Stop the machine. move the clutch bar
to planning position.
The edges of planer tools must be straight and sharp.
The weight of three planer tools should be
approximately equal. Shift the edges of blades to the
same height as the back plane of the bench or 0.05mm higher than
it.
Adjust height of the front
and back plane referring to the height indicating staff. The height deviation between two planes
m�irns the planer depth Move the lead board
to
the
right side
of the
bench and
fix
it
during
5