















OM-210 089 Page 20
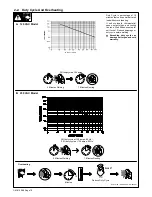
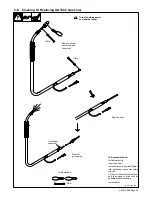
4-3.
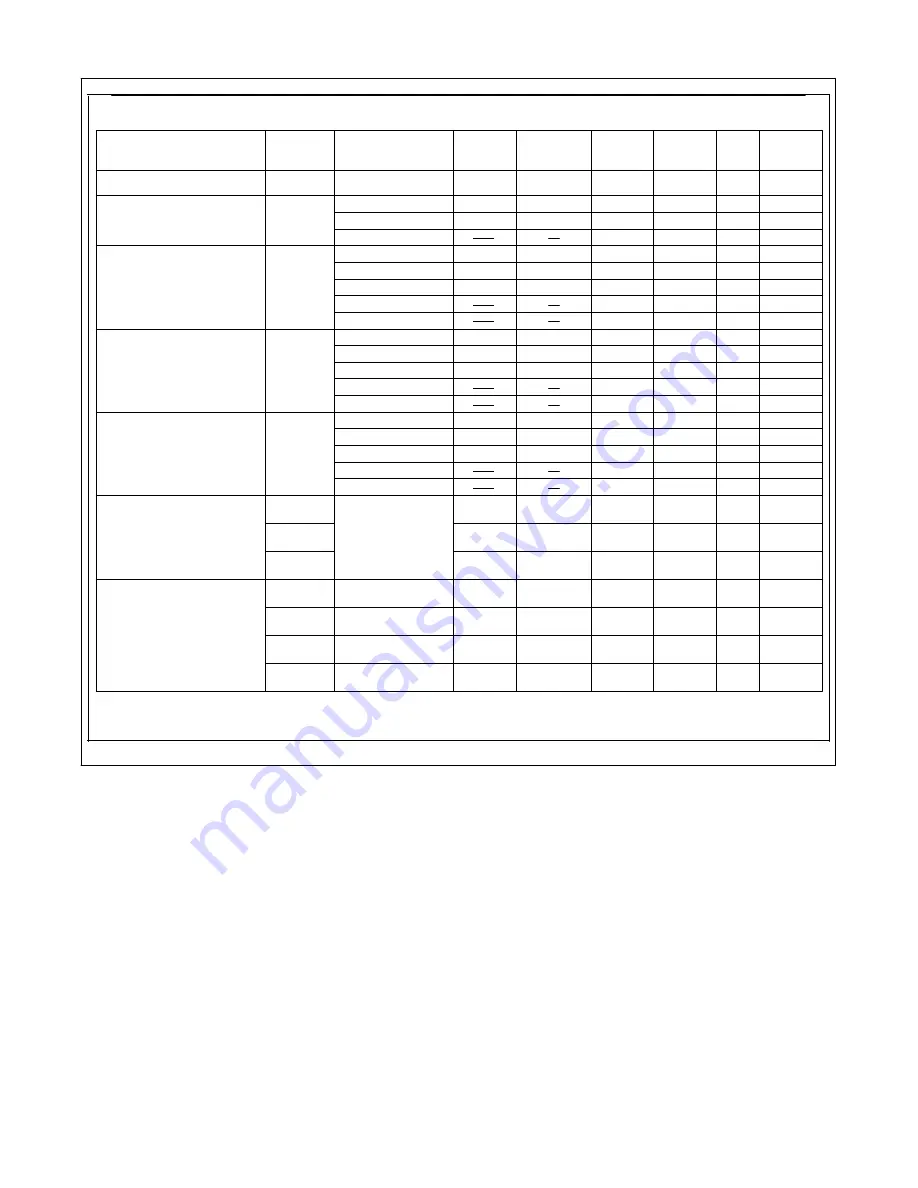
Weld Parameters For 230 VAC Model
205 424-A
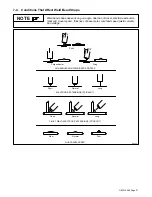
Welding Guide
Settings are approximate. Adjust as required.
WIRE
TYPE\SIZE
TO WELD:
(Inches/
Gauge)
GAS FLOW
POLARITY
WELDING
VOLTAGE
WIRE
SPEED
WIRE
STICKOUT
(Inches)
(Cubic Ft/Hr)
THICKNESS
Auto Body
Lawnmower Handles,
Wagons, Tricycles, Duct
Tailpipes, Bicycles
Wheelbarrows, Lawnmower
Decks, Basketball Posts,
Tailpipes, Motorcycles
Sides, Garage Door Tracks,
Galvanized Roofing, Trailer
Work, Auto Door Brackets,
Fencing, Lawnmower Decks,
Trailers, Trailer Frames,
Wheelbarrows, Garage Door
Brackets, Grain Wagons,
Bailers, Combines, Bumpers
Trailer Hitches, Door Hinge
Stainless Steel Fryers,
Counter Tops, Kitchen
Equipment
Aluminum
.022”
24 GA.
3/64”
1/16”
1/8”
.187”
1/16”
1/8”
1/16”
16 GA.
11 GA.
16 GA.
.250”
11 GA.
16 GA.
18 GA.
TRI−MIX
TRI−MIX
ARGON
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
DCEP
DCEP
DCEP
DCEP
DCEP
DCEP
DCEP
DCEP
DCEP
DCEP
DCEP
DCEP
DCEP
DCEP
DCEN
DCEN
DCEN
DCEN
DCEN
DCEN
DCEN
DCEP
1
2
2
1
2
2
2
1
1
3
3
3
2
2
4
4
4
3or4
3or4
3
2
1
9
6−7
4.5−5.5
4−5
5
4−5
6−7
7−8
4−5
5−6
4−5
4.5−5.5
6−7
5−5.5
4−5
3−4
4.5−5.5
4−5.5
4−5
4.5−5.5
4−5.5
4.5−5.5
1/4
1/4
1/4
5/16
5/16
5/16
5/16
1/2
1/2
5/16
3/8
3/8
1/2
1/2
1/2
1/2
1/2
1/2
3/4
3/8
3/8
1/2
Brackets, Axles, ”A” Frames,
Farm Equipment Frames,
Basketball Rims and Brackets
3/16”to1/4”
4
TRI−MIX
20
DCEP
6−7
3/8
14 GA.
1/4”
3/32”
4
3
2
5356 (.035)
ARGON
ARGON
ARGON
20
20
20
DCEP
DCEP
DCEP
10
9−10
9
1/2
1/2
1/2
11 GA.
1/8”
TO
3/16
1/4
.187to.250
TRI−MIX= 90% 7−1/2% ARGON + 2−1/2% CARBON DIOXIDE
HB−28 (.024)
5356 (.035)
5356 (.035)
5356 (.035)
Solid
Stainless
(.030)
HB−28 (.024)
HB−28 (.024)
HB−28 (.024)
HB−28 (.024)
HB−28 (.030)
HB−28 (.030)
HB−28 (.035)
HB−28 (.035)
HB−28 (.030)
HB−28 (.030)
HB−28 (.035)
Fabshield 21B (.035)
205424A
Fabshield 21B (.045)
Fabshield 21B (.045)
Fabshield 21B (.035)
Fabshield 21B (.045)
Fabshield 21B (.035)
Fabshield 21B (.035)
CO
2
or C
25
CO
2
= Carbon Dioxide
C
25
= Argon + 25% Carbon Dioxide
CO
2
or C
25
CO
2
or C
25
CO
2
or C
25
CO
2
or C
25
CO
2
or C
25
CO
2
or C
25
CO
2
or C
25
CO
2
or C
25
CO
2
or C
25
CO
2
or C
25
CO
2
or C
25
GAS
Summary of Contents for MW135
Page 2: ......
Page 4: ......
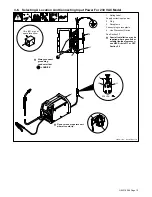
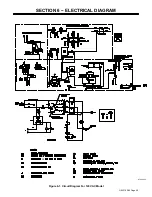
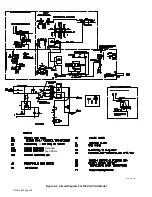
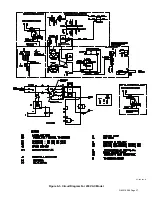
Page 31: ...OM 210 089 Page 27 ST 205 423 B 53 53 Figure 6 3 Circuit Diagram For 230 VAC Model...
Page 41: ...OM 210 089 Page 37 Notes...
Page 46: ......







































































