















OM-210 089 Page 22
5-3.
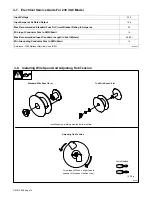
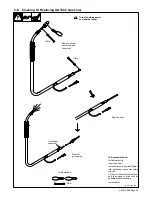
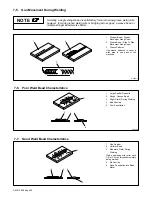
Changing Drive Roll Or Wire Inlet Guide
1
Inlet Wire Guide Securing
Screw
2
Inlet Wire Guide
Loosen screw. Slide tip as close to
drive rolls as possible without
touching. Tighten screw.
3
Drive Roll
The drive roll consists of two differ-
ent sized grooves. The stamped
markings on the end surface of the
drive roll refers to the groove on the
opposite side of the drive roll. The
groove closest to the motor shaft is
the proper groove to thread (see
Section 3-9). NOTE: when chang-
ing drive rolls, make sure the
woodruff key is on the motor shaft,
and not in the old drive roll.
4
Drive Roll Securing Screw
Secure drive roll with screw as
shown.
Tools Needed:
2
1
3
4
Ref. ST-802 024 / ST-802 139
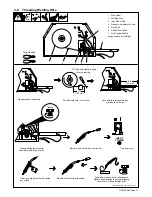
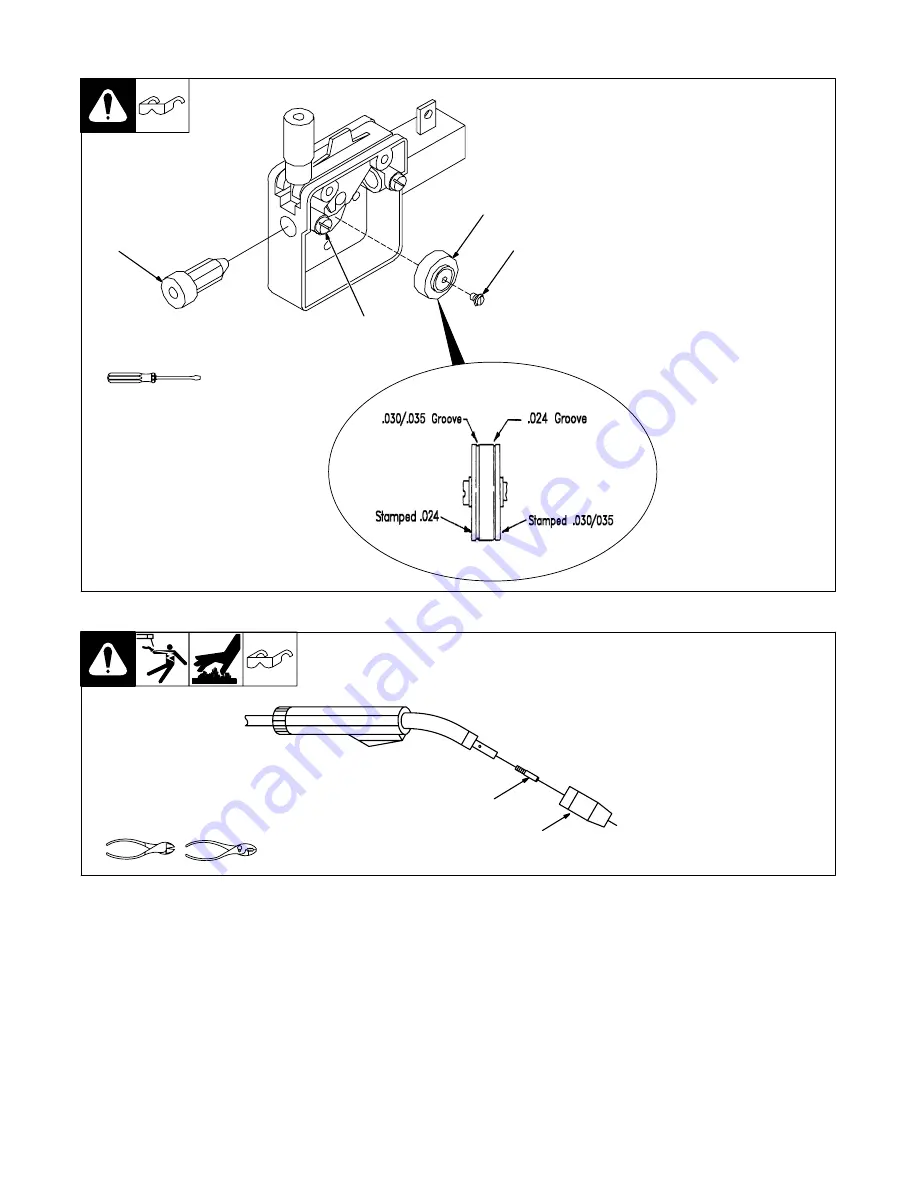
5-4.
Replacing Gun Contact Tip
Ref. ST-149 326-A
Y
Turn Off power before
replacing contact tip.
1
Nozzle
2
Contact Tip
Cut off welding wire at contact tip.
Remove nozzle.
Remove contact tip and install new
contact tip. Reinstall nozzle.
1
2
Tools Needed:
Summary of Contents for MW135
Page 2: ......
Page 4: ......
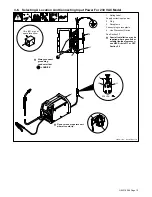
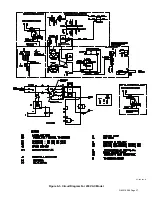
Page 31: ...OM 210 089 Page 27 ST 205 423 B 53 53 Figure 6 3 Circuit Diagram For 230 VAC Model...
Page 41: ...OM 210 089 Page 37 Notes...
Page 46: ......







































































