



























215922
405
Revision A
1001377
A
B
C
D
E
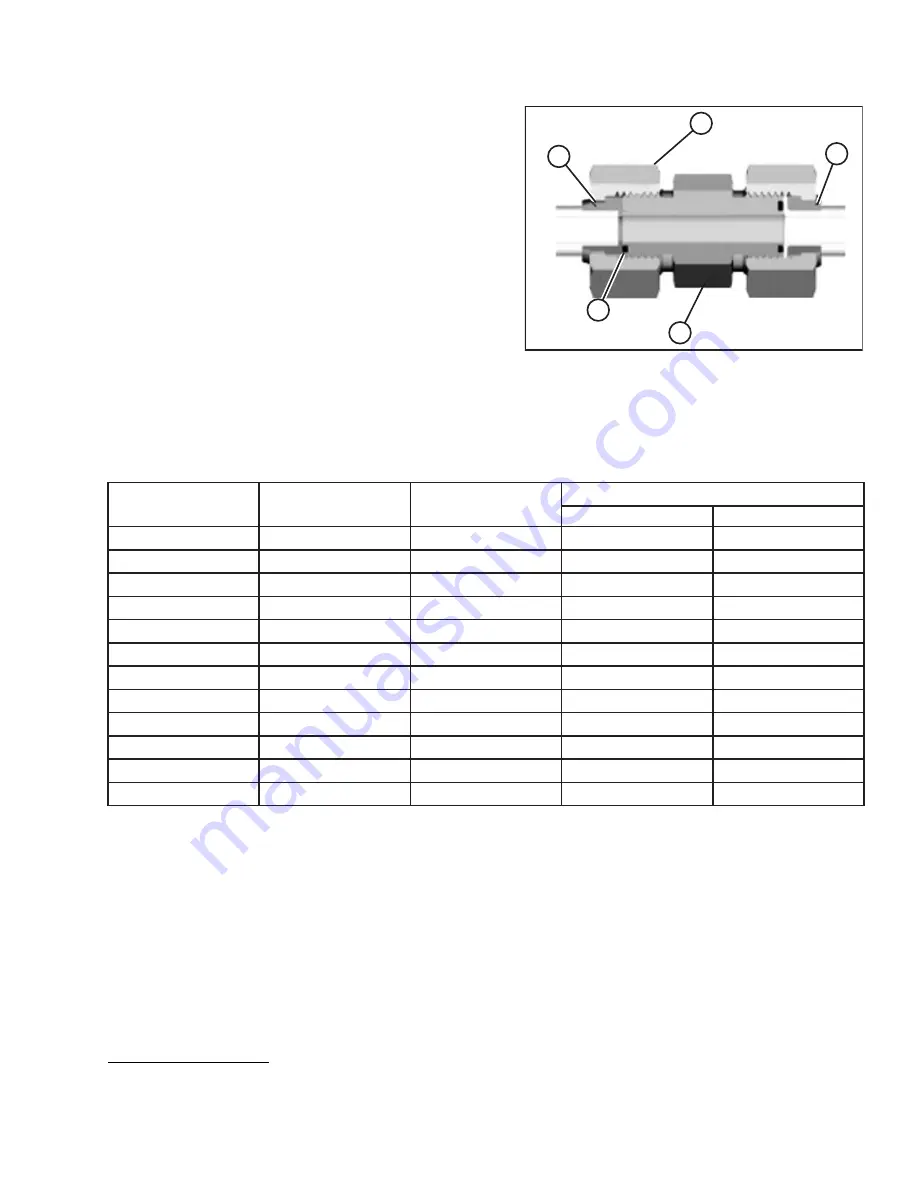
Figure 8.10: Hydraulic Fitting
2.
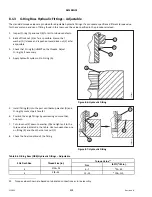
Apply hydraulic system oil to O-ring (B).
3.
Align the tube or hose assembly so that the flat face of
sleeve (A) or (C) comes into full contact with O-ring (B).
4.
Thread tube or hose nut (D) until it is hand-tight. The nut
should turn freely until it bottoms out.
5.
Torque the fittings according to values in Table
NOTE:
If applicable, hold the hex flange on fitting body (E) to
prevent the rotation of the fitting body and the hose when
tightening fitting nut (D).
6.
Use three wrenches when assembling unions or joining two
hoses together.
7.
Check the final condition of the fitting.
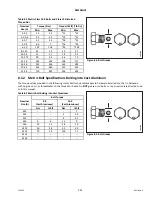
Table 8.8 O-Ring Face Seal (ORFS) Hydraulic Fittings
SAE Dash Size
Thread Size (in.)
Tube O.D. (in.)
Torque Value
25
Nm
lbf·ft
-3
Note
26
3/16
–
–
-4
9/16
1/4
25
–
28
18
–
21
-5
5/16
–
–
-6
11/16
3/8
40
–
44
29
–
32
-8
13/16
1/2
55
–
61
41
–
45
-10
1
5/8
80
–
88
59
–
65
-12
1 3/16
3/4
115
–
127
85
–
94
-14
7/8
–
–
-16
1 7/16
1
150
–
165
111
–
122
-20
1 11/16
1 1/4
205
–
226
151
–
167
-24
1
–
2
1 1/2
315
–
347
232
–
256
-32
2 1/2
2
510
–
561
376
–
414
8.1.6
Tapered Pipe Thread Fittings
The standard torque values are provided for tapered pipe thread fittings. If a procedure specifies a different torque value
for the same type and size of fitting found in this topic, use the value specified in the procedure instead.
Assemble pipe fittings as follows:
1.
Check the components to ensure that the fitting and the port threads are free of burrs, nicks, scratches, and any other
form of contamination.
2.
Apply paste-type pipe thread sealant to the external pipe threads.
3.
Thread the fitting into the port until it is hand-tight.
25.
Torque values and angles shown are based on lubricated connection as in reassembly.
26.
O-ring face seal type end not defined for this tube size.






































































