



























Page 15
SYMBOL
IDENTIFICATION
DANGER:
avoid all contact with gears and all parts that may start moving.
DANGER:
before performing any operation on the electrical circuit make sure that
the electrical power has been cut off.
DANGER:
risk of crushing hands between mechanical or moving parts.
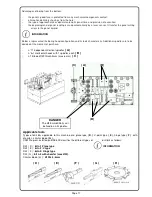
2.3 Danger design
2.4 General prohibition signs
SYMBOL
IDENTIFICATION
Do not remove safety devices or guards; temporary removal of machine safety
guards and devices shall be done only for maintenance reasons and after having
adopted the measures for reducing all risks to a minimum.
Access to the machine operation area is forbidden to all person with exception of
the operator.
Do not clear or lubricate moving parts.
Do not smoke near the machine.







































































