



























LY71
(J)
2-11
2-18. 位置を補正する
測長ユニットを取付けている機械等にたわみがあって位置がずれる場合、補正を入れることがで
きます。以下の手順で補正値を測定してください。得られた補正量は設置マニュアルのリニア補
正で設定してください。
2-18-1. 補正について
一般的に工作機械にはあおり、たわみなど機械固有の誤差特性があります。例えばフライス盤で
は、テーブルが移動するにつれて、その構造上からわずかですがニーが傾き、この傾きの水平
方向成分が測長ユニット移動量に加わり、そのまま誤差となります。そこで、移動寸法に応じ
て、補正値を加算すると、機械誤差が補正されて、ワークの加工位置の実移動寸法に対し表示量
がより正確になり、寸法取りが一層高精度にできます。
出荷時の補正は、動作しない状態に設定されています。
補正値がわからない場合は、「詳細設定」でのリニア補正設定は0とし、補正量測定後に再度設
定を行なってください。
2-18-2. リニア補正
リニア補正は次の流れで設定します。
補正値 (誤差量)を測定
→
リニア補正値の設定 (「詳細設定」)
補正量
: 最大
±
600
µ
m/m (測長ユニット入力分解能の単位で入力可能)
∗
拡張機能にて最大
±
1000
µ
m/m
補正量は1 m移動したときのものです。必ず、移動量を1 mに換算した補正量の設定をしてくだ
さい。
誤差 (補正量) 測定 (リニア補正)
以下に、補正量を決定するための、機械の誤差量の測定方法の一例を記載します。
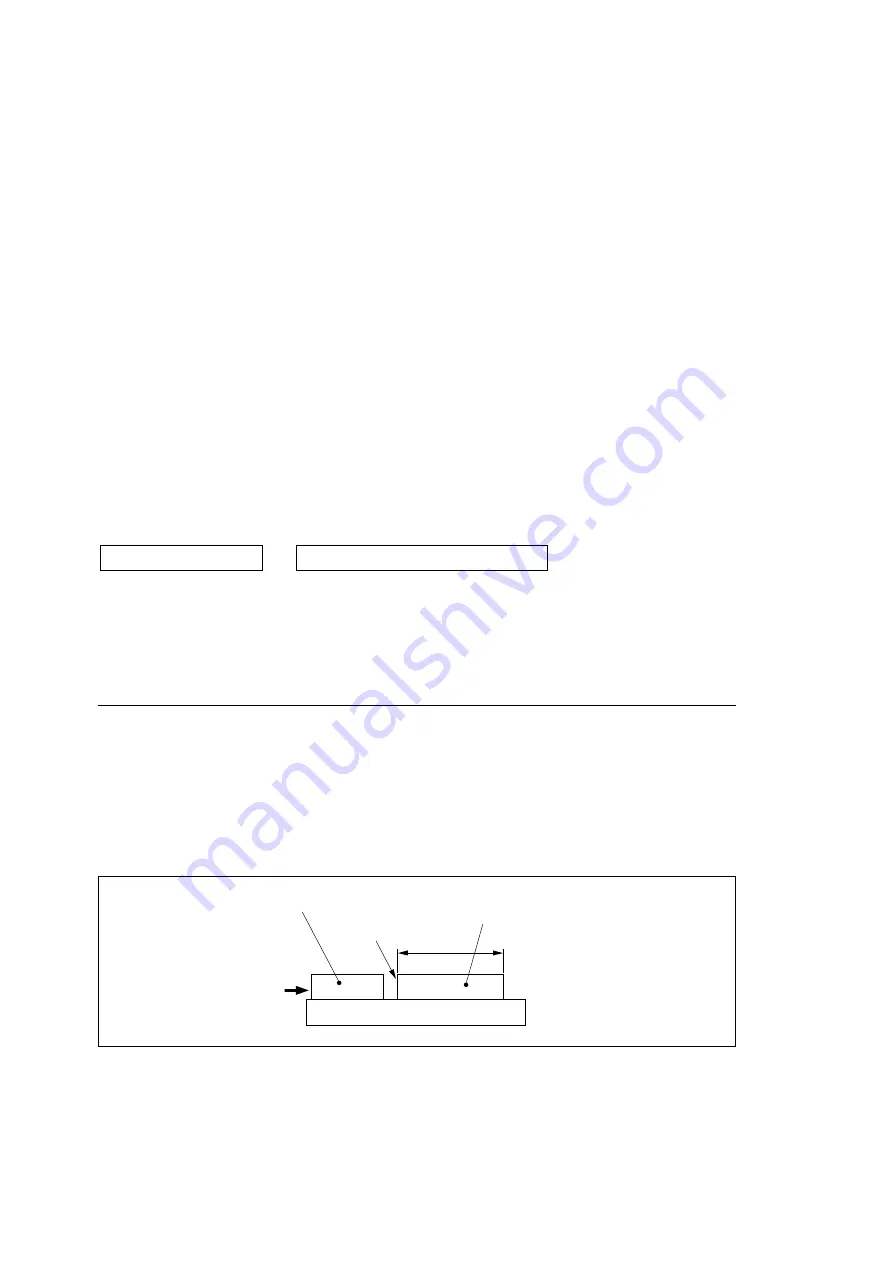
1
ブロックケージ
A
を機械テーブル上に置き、温度慣らしをします。
端面Bにブロックゲージ
B
を押し当てます。
(例) L = 250 mm
L
ブロックゲージ
B
端面B
ブロックゲージ
A
機械テーブル
押し当てる
2. 応用操作
Summary of Contents for LY71
Page 2: ...LY71...
Page 4: ...ii J LY71...
Page 5: ...LY71 J 1 1 1 4 4 2 1 1 4 1 1 4 1 2 A 3 2 16 1 2 1 2 15 2 C 1 3 1 2 3 ABS 4 5 4 1 1 0 005...
Page 6: ...1 2 J LY71 1 4 1 A 2 3 B 2 MAX C 2 MIN 1 5 1 2 1 4 1 7 2 15 9 1...
Page 8: ...1 4 J LY71...
Page 9: ...LY71 J 2 1 2 2 1 INC ABS 2 2 ABS INC P P INC P P 1 2 ABS 3 4 INC ABS C ABS ABS INC INC INC...
Page 11: ...LY71 J 2 3 2 3 2 7 REF 8 ABS 9 10 11 2 15 6 C 2 4 1 4 3 2 2 1 q w 2 q w...
Page 12: ...2 4 J LY71 2 2 5 1 4 3 2 2 6 4 3 2 7 4 3 2 8 4 3 4 3 9...
Page 13: ...LY71 J 2 5 2 2 9 4 3 ON 2 10 4 3 2 11 2 2 2 4 2 2 2 2 12...
Page 14: ...2 6 J LY71 2 2 12 2 ABS INC 1 1 A 2 A 3 B B A A B B A 1 B 1 2 13 1 B 2 A 4 3 ON...
Page 15: ...LY71 J 2 7 2 2 14 1 ON 4 2 2 3 4 5 6 7 8 1 2...
Page 19: ...LY71 J 2 11 2 18 2 18 1 0 2 18 2 600 m m 1000 m m 1 m 1 m 1 A B B L 250 mm L B B A 2...
Page 24: ...ii E LY71...
Page 28: ...1 4 E LY71...







































































