22
Kleiss MCS60-1016 System Manual v.15 June 2020
|
www.MainlineControlSystems.com
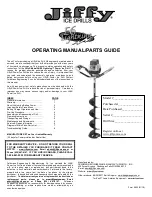
Use the air motor to turn the drilling rod
clockwise.
Make certain the drilling direction is
set in the down position.
While the drilling rod is rotating clockwise slowly
hand feed the cutter downward by turning the feed
tube handles clockwise to cut the pipe.
(Do not feed the cutter too quickly and cause a
bind and potential cutter breakage. Especially on
steel and cast iron.)
Continue to lower the feeding rod from above
with bridge as the air motor lowers to keep the air
motor centered and stable.
The tapping procedure is finished when the
drilling rod can rotate without any resistance.
NOTE: You will feel less resistance twice - once
in the beginning when the pilot drill has perforated
the pipe wall and secondly when the cutter is
completely through.
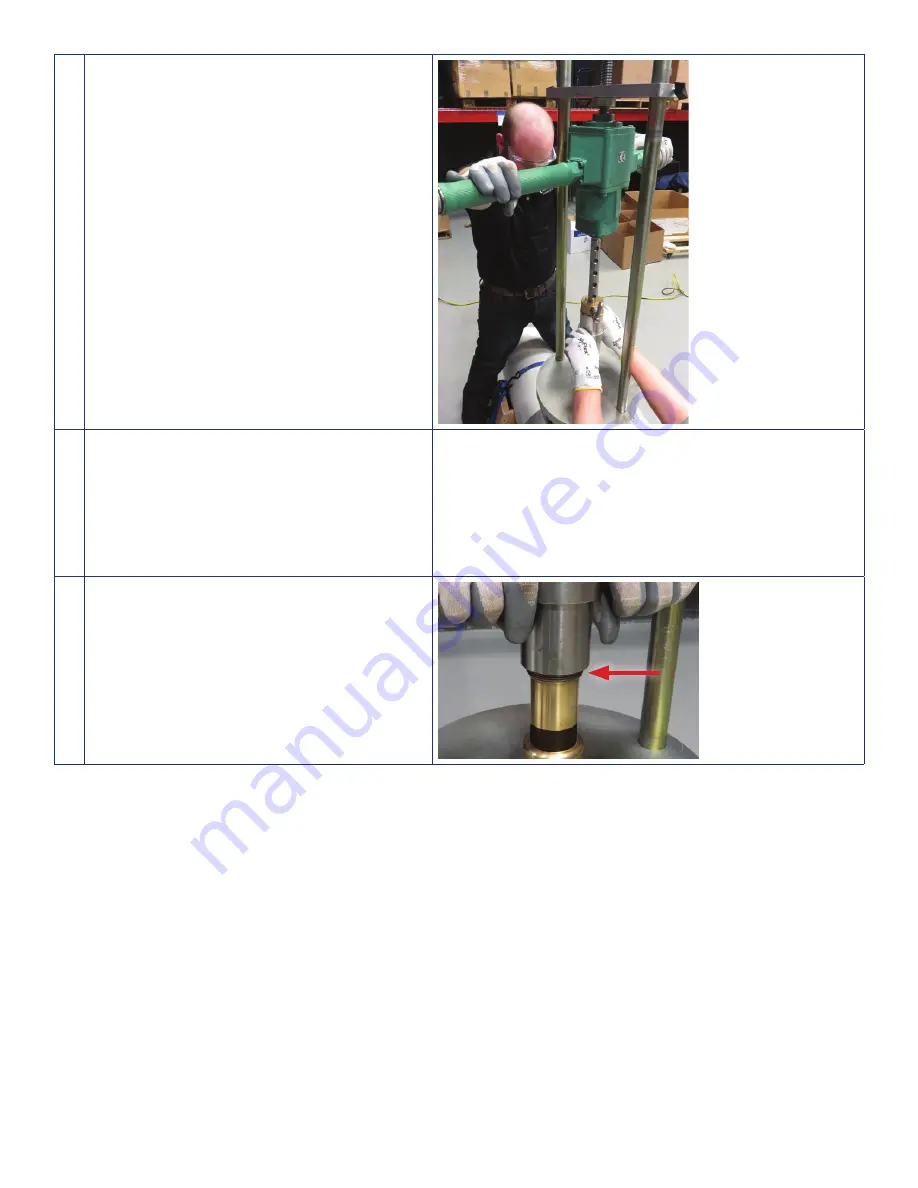
To retract cutter and coupon, continue spinning
the drilling rod clockwise while rotating the feed
tube counterclockwise until you have reached the
starting position with 3 threads exposed.
(NEVER turn the drilling rod counterclockwise.
This can damage the cutter.)