



2.0 – Machine Setup
Unpack the BCS; then check the list of contents below:
1. The Machine Itself
2. Scrap Drawer
3. Dejam Knob
4. Catch Tray
5. Feed Table Extension
6. Hex Key Wrench
7. Card Template CD
8. Instruction Manual
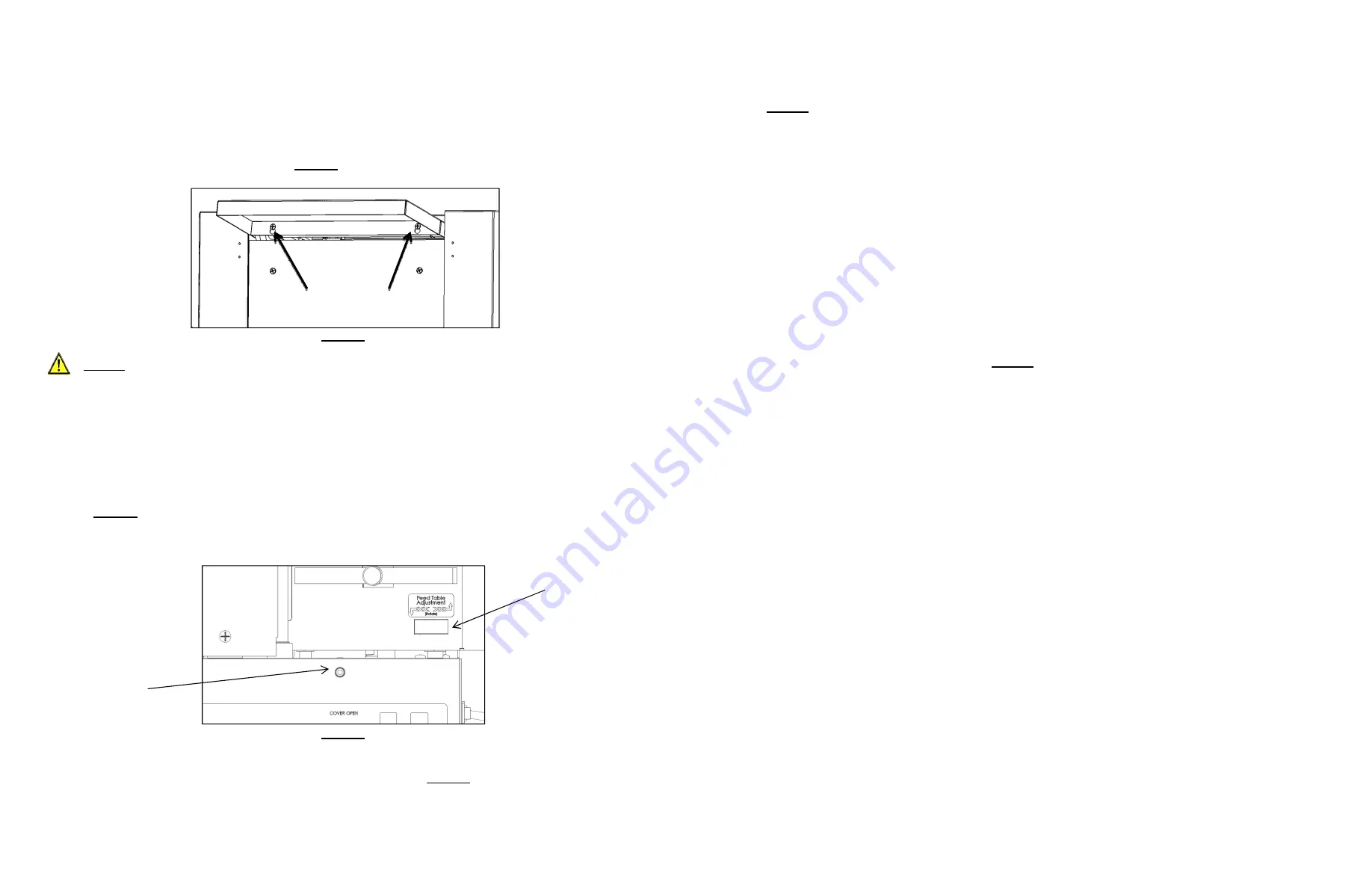
Insert the scrap drawer into its designated location. Attach the catch tray. Install the feed table extension by placing it
over the screws and dropping it down, as shown in Figure 3. Secure it to the GC10 using a Phillips screwdriver.
Figure 3
Caution: Do not plug the power cord into the power source until the setup is complete.
3.0 – Machine Settings
This machine has been preset at the factory. If you feel, however, the need to change settings in order to better machine
operation, there are only two main settings available: the paper guide adjustment and the retarder adjustment.
3.1 – Paper Guide Setting
Take a stack of 50 sheets of card stock and place them into the feed table. Adjust the movable paper guide in
such a way that the guides contact the paper and hold them squarely. For print registration, side-to-side
adjustment of the feed table is done by using the Feed Table Positioner, which is turned back and forth, as shown
in Figure 4. To determine correct side-to-side placement, turn the machine on, place one sheet of card stock in
the feed table, and then jog the card stock through the machine by pressing the Jog button. Make changes as
deemed necessary.
Figure 4
3.2 – Retarder Adjustment
The retarder adjustment screw is located inside the hole as shown in Figure 4. This adjusts the gap between the
retarder and the feed wheel. Turning the screw requires a Hex Key wrench, which is included. Turning the screw
clockwise closes the gap and turning it counter-clockwise opens the gap. This adjustment is necessary if there
are double feeds or no feeds, respectively. This adjustment must be done to compensate for wear on the retarder
and feed wheel. Correctly setting the gap is critical to proper feeding and the life of the retarder and feed wheel.
(4)
Feed Table
Positioner
Retarder
Adjustment Hole
To set the gap for a particular card stock, always begin with the gap too wide. Slide a single sheet between the
retarder roll and feed wheel. While moving the sheet in and out beneath the feed wheel, gradually close the gap
with the Hex Key wrench until a slight tug occurs on the sheet. Pull the sheet out and test the gap by turning the
feed wheel manually. The feed wheel should turn forward freely without dragging against the retarder.
Caution: Never run the GC10 if the feed wheel is rubbing the retarder, as excessive wear on these
components will occur.
Fine tuning the retarder gap can now be made with a test run of several sheets once the rest of the machine has
been set up as outlined above.
4.0 – General Operation
The overall design of the GC10 allows an operator to put a stack of 50 sheets of 10-Up Format Gutter Cut card stock into
the feed table, press run, and have a limited interaction with the machine. For a more complete knowledge of the
GC10’s operation, read the following:
4.1 – Overall Operation
Begin by placing a stack of up to 50 sheets of card stock with the 10-Up Format Gutter Cut card stock in the feed
table. This is done by pressing down on the front side of the feed table to make sure that all the sheets go
underneath the feed wheel. Make sure that the catch tray is in position to catch the cards from the card exit and
that the scrap drawer is fully inserted into the GC10. Press the Run/Stop button and the GC10 will then begin its
operation of cutting the cards. Once the GC10 has finished cutting the cards, empty the scrap drawer of the
paper scrap. Replace the scrap drawer. Caution: Failure to empty the scrap drawer after each run
contributes to irregular card sizes and scrap pulling through the paper exit.
4.2 – Dejamming
In the event of a jam, power down the GC10. Remove any card stock from the feed table. Remove the dejam
handle from its housing next to the catch tray and insert it into the cross-cut dejam handle hole first. Drive the
cross-cutter all the way to one side by turning the dejam handle; you will feel it stop at its limit. Then take the
dejam handle and place it into the roller dejam handle hole. Drive all the card stock out of the machine by turning
the dejam handle. It may be easier to have the card stock come out of the feed entry. Once the jam has been
cleared, you can place the removed card stock back onto the feed table, replace the dejam handle to its original
position, and resume operation.
4.3 – Stopping the GC10
To stop machine function during operation, simply press the Run/Stop button. At that point, either the Run/Stop
button can be pressed again to begin operation where the unit left off or the Jog button can be pressed to clear
the unit of the in-process card stock. Once the Jog button is pressed while the unit is paused, the unit must be
cleared of in-process card stock. Standard operation may resume with a new stack of card stock.
4.4 – Safety Interlock
When the scrap drawer is opened, a safety interlock switch stops all operation. This is to prevent any injury while
operating the machine. Under this condition, the “Cover Open” LED will light. The unit will return to operation
once the scrap drawer is closed.
4.5 – Counter Function
When the GC10 has been properly set up and adjusted, turn ON the main power switch (I/0); the counter will
come on with “000000”. Note: When the main power switch is turned OFF, any present counter readings
will be reset to zero when turned back ON. The counter reads the material as it enters the GC10 and can be
reset to zero at any time by pushing the reset button. By holding the reset button down for a few seconds, it will
display the total “life” count.
Note: The counter increments in card quantities of ten.
Note: The life count value is in sheet quantities processed.
(5)







































































