
























www.masterweld.co.uk
Fig 1
5.11 Torch Installation
•
Insert the Euro connector of the welding torch into the Euro
socket and screw tight with the hand nut.
•
Fit the coolant hoses to the appropriate quick couplings: red
(coolant back flow) and blue (coolant supply).
Wire feed
Opening the door of the wire feeder drive
CAUTION
The door of the feed system must be opened for the following
operations. The door must be closed again before starting work.
Loading the wire to the feed unit
CAUTION
Risk of injury due to moving parts!
Wire feeders are equipped with moving parts that can trap hands,
hair, clothes or tools and thus injure people!
•
Do not handle rotating or moving parts or drive parts by hand!
•
Keep the protective covers closed during operation! Risk of injury
due to uncontrolled welding wire!
The welding wire can be feeding at high speed and can get out of
control and injure people in the case of improper or incomplete wire
feeding!
•
Ensure full wire delivery from the wire coil to the welding torch
before connecting to the mains!
•
If the welding torch is not installed, unscrew the rollers of the wire
feeder!
•
Check the wire delivery at regular intervals!
•
Keep all body covers and protective covers closed during
operation!
Risk of injury due to welding wire feeding from the welding torch!
The welding wire can overflow the welding torch with a high speed
and injure face and eyes with body parts!
•
Never point the welding torch to your body and to the bodies of
others!
ATTENTION
The wear on the wire feed rollers increases due to unsuitable roller
pressure!
•
In the setting nuts of the pressurised pressure units, it must be
adjusted so that the wire electrode is stopped, but only when the
wire feed is blocked!
•
Adjust the press pressure of the front rollers (when viewed in the
push direction) higher!
•
The transmission speed can be infinitely adjustable by pressing
the wire feed button and also by rotating the wire feed speed
rotary knob. The selected feed rate is shown on the left display of
the wire feed unit.
•
Extend the torch straight while loading wire .
Your MasterWeld MIG/MAG Welding Torch has been supplied
ready to weld. It has been supplied with the standard consumables
denoted in the product brochure.
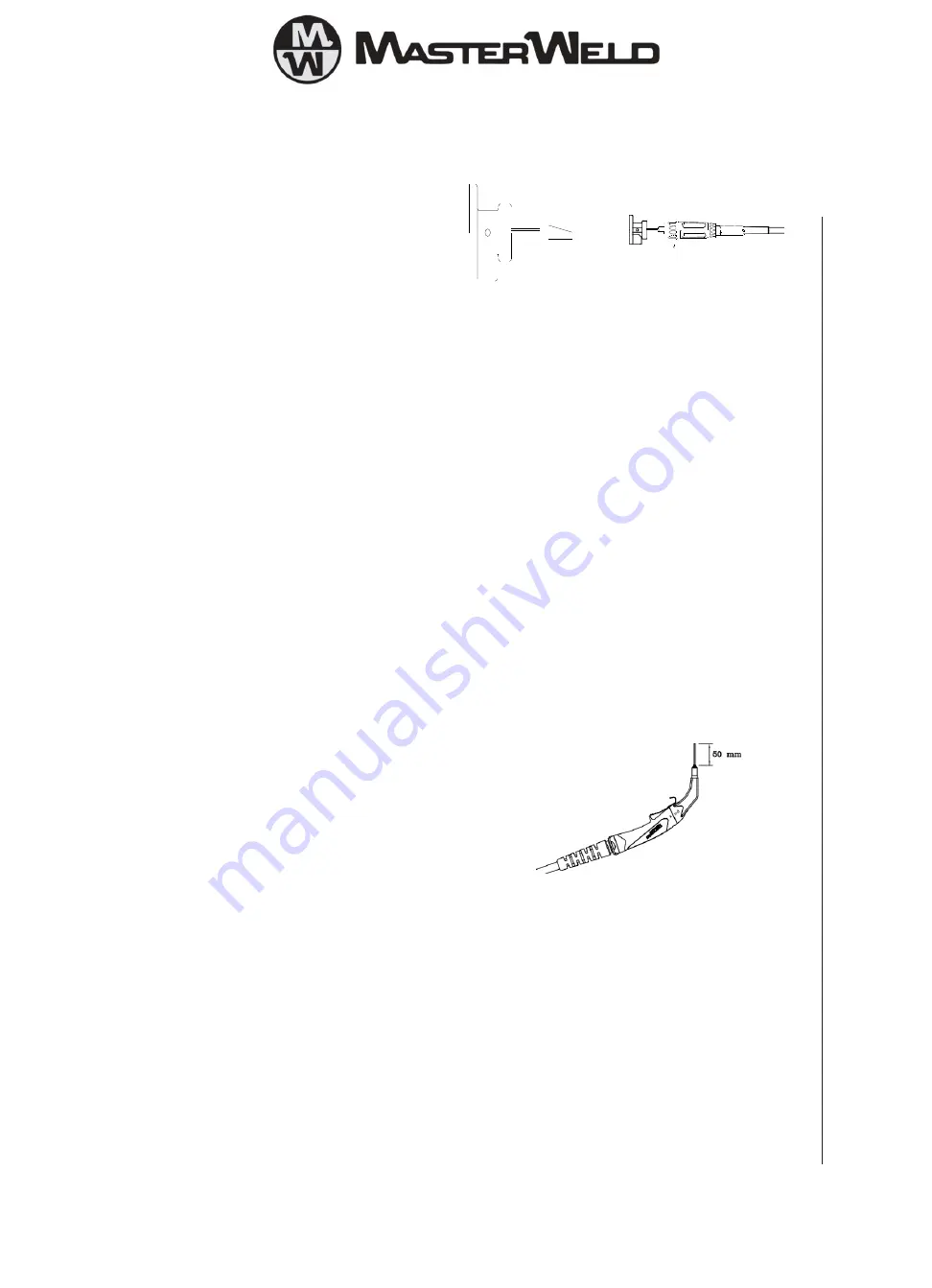
To connect the torch to the power source:-
1. Remove the tip adaptor and contact tip
2. Inch the wire from the exit of the wire guide on the feed unit
as Figure 1. Ensure that it does not short out on any machine
panels.
Fig 2
3. Carefully slide the electrode wire into the torch liner and slowly
locate the torch gun plug body into the feed unit central connector
and tighten the gun plug nut as Figure 2
NOTE:- To aid the initial location of a new torch and to prevent
damage to the gas nipple O Ring a very light application of
grease to the O Ring is beneficial.
4. Keeping the torch as straight as possible, use the power source
inch facility or torch trigger to feed the electrode wire 50mm from
the end of the liner conduit.
5. Once the electrode wire has stopped, refit the tip adaptor,
diffuser, contact tip and gas nozzle.
6. Trim the electrode wire to within 5mm of the face of the nozzle,
this will facilitate jolt free arc initiation.
7. Press the gas purge button and check the gas flow is adequate
for your application.
8. An inexpensive flow meter is available from MasterWeld
9. If you are setting a water-cooled torch ensure you have the
recommended water flow rate.
NOTE:- It is essential to ensure adequate flow of clean, cool
water to prevent irreparable torch failure, a minimum of 1.2 l/
min is recommended.
Note.
Water flows into the torch through the blue hose. The blue
hose delivers cold water directly to the prime source of heat, the
swan neck and consumable. The re circulated water is then passed
through the torch power cable to cool the power cable as it is
returned to the cooler through the red water return lead.
Ensure all air is removed from the water cooling circuit before
welding.
5.12 Work Return Lead Connection
Insert the work return lead connector into the receptacle on the front
panel of the machine and twist it clockwise until tightly secured.
Connect the earth clamp to the work piece as close as possible to
the point to be welded and ensure that a good electrical connection
is created to bare metal.
5.13 Shielding Gas Connection
1. Using the gas hose supplied connect the hose to the gas inlet
connection on the rear of the machine and tighten it with a
spanner.
2. Connect the opposite end of the gas hose to the output
connection of a gas regulator capable of supplying the correct
gas flow for the welding operation.
NOTE:- If the gas cylinder is to be stored on the back of
the machine ensure it is secured using the retention chain
provided.
11







































































