
















PL
11
i odpuszczane do twardości 58–61 HRC.
Sprawdź twardość obrabianego
przedmiotu za pomocą standardowego
metalowego pilnika przed podjęciem
próby wycięcia gwintów. Jeśli obrabiany
przedmiot można z łatwością piłować,
można w nim także wykonać gwint.
GWINTOWNIKI (DO GWINTÓW
WEWNĘTRZNYCH)
UWAGA!
• W przypadku gwintowania otworów
nieprzelotowych należy dostosować
głębokość wiercenia, aby zapewnić
wystarczającą ilość miejsca na opiłki
i ostrza nakroju gwintownika. Ostrza
nakroju na szczycie gwintownika nie
mają pełnej wysokości i dlatego nie
pozwalają na wycinanie pełnych
gwintów.
• Materiał wycinany podczas gwintowania
tworzy opiłki, które wypełniają rowki
gwintownika. Opiłki te należy regularnie
usuwać, aby nie przeciążyć gwintownika.
Przekręcaj ostrożnie w lewo 2–4 razy
podczas każdego obrotu w zależności od
tego, jak duży opór stawia gwintownik
podczas przekręcania. To, jak często
trzeba usuwać opiłki, zależy od
właściwości materiału, marginesów
tolerancji otworu itp. Smarowanie
krawędzi tnących podczas gwintowania
poprawia wykonanie gwintu i zapewnia
dłuższą żywotność gwintownika.
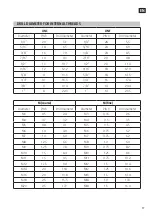
1. Wybierz gwintownik do żądanej średnicy
gwintu, pokrętkę do gwintownika oraz
odpowiednią średnicę wiertła do średnicy
gwintu zgodnie z tabelą
„Średnice wiertła
do gwintów wewnętrznych”
zamieszczoną
po niniejszej sekcji.
– Średnica otworu musi pasować do
żądanej średnicy gwintu z niewielkimi
marginesami tolerancji. Zbyt duża
SYMBOLE
Przeczytaj instrukcję obsługi.
Zatwierdzona zgodność
z obowiązującymi dyrektywami/
rozporządzeniami.
DANE TECHNICZNE
Liczba elementów
16 szt.
Materiał
Stal stopowa
Masa 500 g
OPIS
Do naprawy i wykonywania gwintów
wewnętrznych i zewnętrznych. Zestaw zawiera
gwintowniki i narzynki w następujących
rozmiarach:
M3 x 0,5
M4 x 0,7
M5 x 0,8
M6 x 1,0
M8 x 1,25
M10 x 1,5
M12 x 1,75.
W zestawie oprawka do narzynek i pokrętka do
gwintowników M3–M12.
OBSŁUGA
UWAGA!
• Przed użyciem zapoznaj się z niniejszą
instrukcją i zachowaj ją na przyszłość.
Dokładnie przestrzegaj wszystkich
zaleceń, aby uzyskać jak najlepsze
rezultaty gwintowania i długą żywotność
produktu.
• Gwintowniki i narzynki to narzędzia do
prac precyzyjnych. Są wykonane
z wysokiej jakości stopu stali, hartowane







































































