


















27
ENGLISH
USE
Installation
Cables with a larger cross-sectional area must
be used when working with long welding handle
cables, to counteract voltage loss. Otherwise the
welding machine will not work properly.
Connection of voltage supply cable
1.
Make sure to connect the wires to the
correct terminals.
2.
The input voltage is 220 VAC single-phase.
3.
Regularly check by measuring, that the
switch and voltage supply cable are
correctly connected and free from oxide.
Connection of welding handle cable
For TIG welding the connection is made in the
same way as above. For MMA welding the connection is made as below.
1.
The machine has one red and one black cable on delivery. Connect the black cable to the welding
handle and the red cable to the earth clip. Tighten with a spanner to make the connection safe and
secure, otherwise there is a risk of burn damage.
2.
Incorrect connection of the earth clip cable can also result in damage to the mains supply or trip
the mains fuses. Make sure to connect the cables with the right polarity. For welding with acidic
electrodes the workpiece is connected to + and the welding handle to -. For welding of stainless steel
the welding handle is connected to + and the workpiece to -.
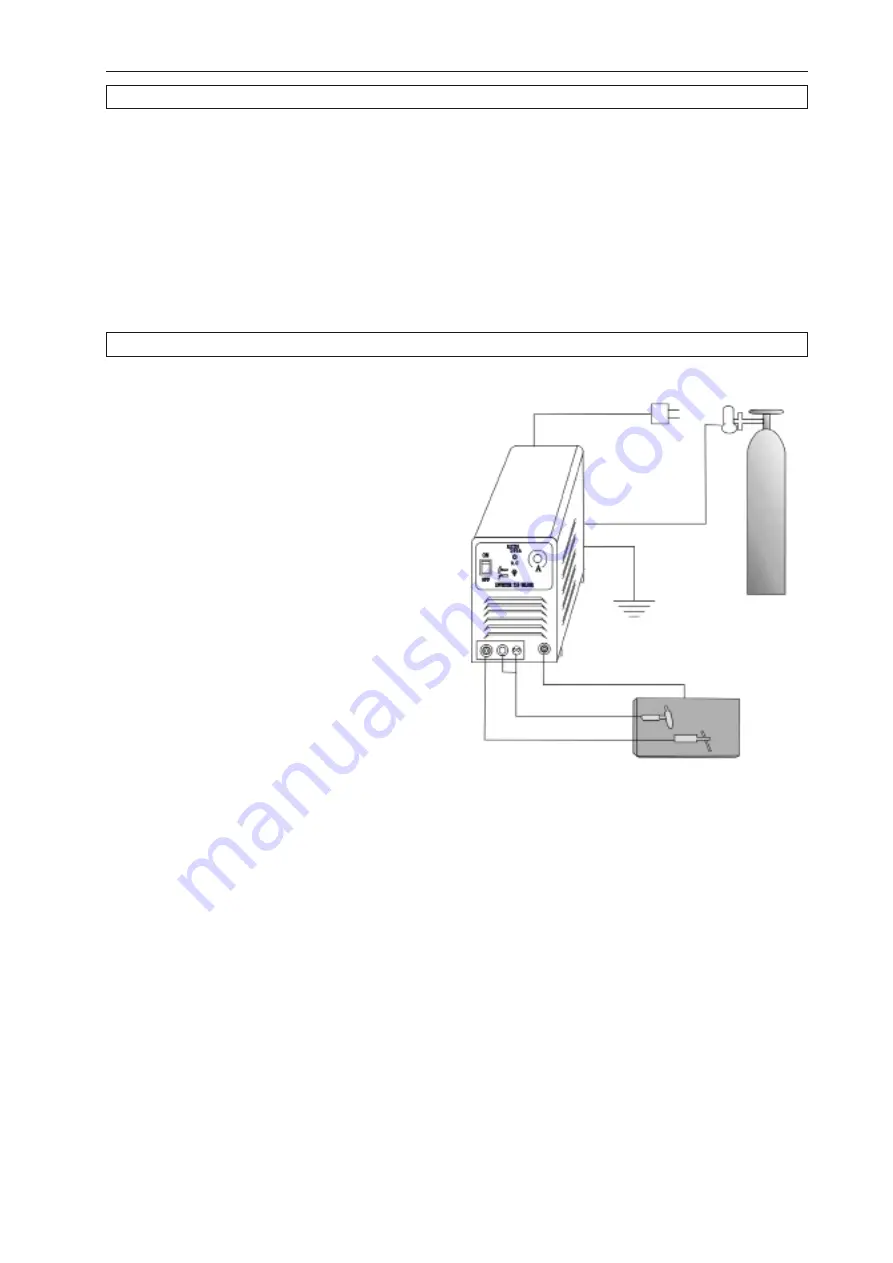
230 VAC
TIG welding handle
Workpiece
MMA welding handle
Earth
Flow regulator
Gas cylinder
DESCRIPTION
MMA/TIG welding machine with function selector.
During MMA welding (manual metal arc welding) the machine works with constant power and arc pressure
regulation. With a normal arc length the power will therefore not vary during moderate variations of the
arc length, which ensures a stable arc and uniform welding. If the arc becomes very short, or the arc
voltage very low, the power is allowed to increase so that the electrode fusing becomes faster and the arc
length returns to normal. If the arc becomes so short that the arc voltage becomes very low (risk of short
circuiting), the power will be reduced to avoid short circuiting, splatter and burning.
For TIG welding the machine varies the arc voltage to maintain a constant welding current. The current is
automatically reduced to 0 in the event of short circuiting to avoid the workpiece being contaminated by the
tungsten electrode.







































































