
















29
ENGLISH
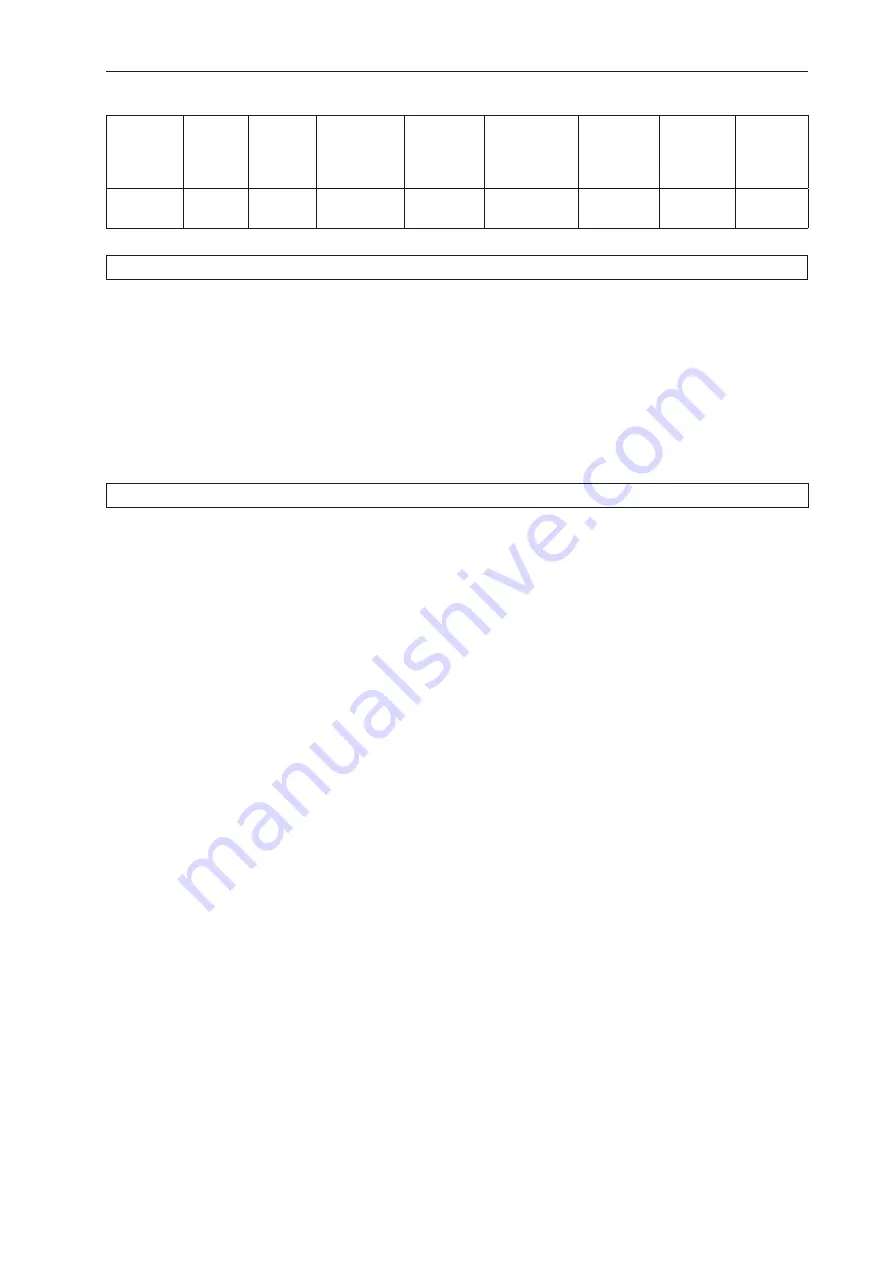
Settings for aluminium and aluminium alloys, TIG
(guidance only)
Plate
thickness
(mm)
Type of
joint
Number
of beads
∅
tungsten
electrode
(mm)
∅
wire (mm)
Preheating
temperature
(°C)
Welding
current (A)
Gas flow
(l/min)
∅
gas
cover
(mm)
1,5
I
1/0
2
1,6–2,0
–
50–80
7–9
8
2,0
1/0
2–3
2,0–2,5
–
50–80
8–12
8–12
1.
Clean regularly with compressed air. When working in smoky and/or contaminated environments,
clean the machine every month.
2.
Use compressed air at low pressure, otherwise the machine could be damaged.
3.
Regularly check that gas connections and electrical connections are correctly implemented and free
from oxide. Remove any oxide with sandpaper and tighten the connections.
4.
If the machine has got wet, it should be insulation tested first before using it. Check also the insulation
between the casing and live parts.
5.
If the machine is not going to be used for some time, it should be stored in a dry place in the original
pack.
MAINTENANCE
TROUBLESHOOTING
Ambient conditions, voltage supply, or parts and accessories are potential sources of problems. Check the
ambient conditions first if problems arise.
Black weld
If the weld is black this means it is not being protected properly by the shielding gas.
1.
Check that the gas cylinder valve is open and that there is sufficient gas pressure. Fill up the gas
cylinder if the pressure is less than 0.5 MPa.
2.
Check that there is a sufficient flow of gas. The gas flow can be adjusted to the welding current, but
must always be sufficient to protect the weld. The gas flow should never be less than 5 l/min.
3.
The easiest way to check the gas flow is to feel with your hand that gas is flowing out. The welding
results will deteriorate if the hose is blocked or leaking, or if the gas is contaminated.
4.
Strong draughts can also impair the results.
5.
Pulse width set too low.
The arc is difficult to ignite and extinguishes easily.
1.
Use good quality tungsten electrode. Low quality electrodes have inferior electrical properties.
2.
The welding arc will be difficult to ignite and easily goes out if the tungsten electrode is not correctly
connected.
Unstable welding current
This could be because of the following reasons.
1.
Mains voltage fluctuates.
2.
Interference from mains supply or other electrical equipment.
Maintenance and repairs must only be carried out by qualified personnel with welding certificate.







































































