





















7
SVENSKA
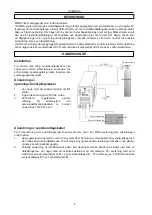
Manöverpanel
Användning
TIG
1.
Sätt strömbrytaren i tillslaget läge.
Spännings indikeringslampan tänds.
2.
Öppna gasbehållarens ventil och ställ in
önskat flöde.
3.
Aggregatets fläkt startar. Tryck på
aktiveringsknappen på svetshandtaget.
Magnetventilen öppnas, gas strömmar ut
och tändbågen (HF) tänds (tändbågen är
hörbar).
4.
Ställ in lämplig svetsström för
arbetsstyckets tjocklek.
5.
Håll volframelektroden 2–4 mm
från arbetsstycket och tryck på
bågtändningsknappen. När svetsbågen
tänts stängs HF-bågen av och du kan
börja svetsa.
MMA
1.
Sätt strömbrytaren på manöverpanelen i tillslaget läge. Fläkten startar.
2.
Sätt funktionsväljaren på manöverpanelen i läge ARC.
3.
Ställ in lämplig ström för arbetsstyckets tjocklek.
VIKTIGT!
Anslut alla kablar ordentligt. Om kablar lossnar under pågående svetsning finns risk för personskada och/
eller egendomsskada.
Inställning för plåt av rostfritt stål, TIG
(endast vägledande)
Plåttjocklek
(mm)
Diameter,
volfram elektrod
(mm)
Diameter,
tråd (mm)
Strömtyp
Svetsström
(A)
Gasflöde
(l/min)
Svetsningshastighet
(cm/min)
1,0
2
1,6
DC plus
7–28
3–4
12–47
1,2
2
1,6
15
3–4
25
1,5
2
1,6
5–19
3–4
8–32
Inställning för titan och titanlegeringar, TIG
(endast vägledande)
Plåttjocklek
(mm)
Fogform Antal
strängar
∅
volfram-
elektrod
(mm)
∅
tråd
(mm)
Svetsström
(A)
Gasflöde (l/min)
∅
gaskåpa
(mm)
0,5
I
1
1,5
1,0
30–50
8–10
6–8
14–16
10
1,0
1
2,0
1,0–2,0
40–60
8–10
6–8
14–16
10
1,5
1
2,0
1,0–2,0
60–80
10–12 8–10 14–16
10–12
2,0
1
2,0–3,0
1,0–2,0 80–110
12–14 10–12 16–20
12–14
2,5
1
2,0–3,0
2,0
110–120
12–14 10–12 16–20
12–14
3,0
Y
1–2
3,0
2,0–3,0 120–140
12–14 10–12 16–20
14–18
4,0
2
3,0–4,0
2,0–3,0 130–150
14–16 12–14 20–25
18–20
5,0
2–3
4,0
3,0
130–150
14–16 12–14 20–25
18–20
6,0
2–3
4,0
3,0–4,0 140–180
14–16 12–14 25–28
18–20
7,0
2–3
4,0
3,0–4,0 140–180
14–16 12–14 25–28
20–22
8,0
3–4
4,0
3,0–4,0 140–180
14–16 12–14 25–28
20–22
Strömbrytare
Fel indikeringslampa
Väljare
MMA/TIG
Minus anslutning
Gas anslutning
Snabb anslutning
Plusanslutning
till arbetsstycke
Ström inställning







































































