





GENERAL
PN, DS and DSN Multipin products are used for power
and control. They can carry loads as well as low level
signals and information. These multipin devices comply
with applicable IEC standards.
Please follow the instructions below to ensure the proper
installation, operation and maintenance of this product.
There are inherent dangers
associated with electrical
products. Failure to follow safety precautions can result in
serious injury or death. These instructions must be followed
to ensure the safe and proper installation, operation and
maintenance of the MELTRIC devices. Before installation,
disconnect all sources of power to the circuit to eliminate
the risk of electrical shock.
INSTALLATION
PN, DS and DSN Multipins should be installed by
qualified electricians in accordance with all applicable
local and national electrical codes.
Before starting, verify that the power is off, that the product
ratings are appropriate for the application, and that the
conductors meet code requirements and are within the
capacities of the terminals noted in Table 1.
General Notes & Precautions
1. Self-tapping screws are provided for use with
some polymeric accessories. High torque may be
required to drive them in.
NOTICE:
Once they
are seated, care should be taken in order to avoid
over-tightening them against the plastic material.
2. Various handles and cord grip options may be
used. These instructions are based on handles
provided with integral multi-layer bushing cord grips.
3.
NOTICE:
MELTRIC threaded handles come with
tapered style threads. The use of fitting seal tape
is required to maintain watertightness of all
NPT fittings and joints.
Crimped/Soldered Terminal Wire Connections:
For 18 AWG and 16 AWG wire, the use of ferrules is
required:
1. Strip each conductor to 25/64-inches (10-mm).
2. Insert ferrule into contact. For 16 AWG wire, use
ferrules marked MEC7177071. For 18 AWG wire
insert ferrule 22170-13 into ferrule MEC7177071.
3. Insert stripped wire end into ferrule.
(Perform either step 4 or 5)
4. For Crimping the Contacts, use either North
American Contact Crimping Tool 4CN30 (using
crimping slot 12-10) or Crimp contact with
European Contact Crimping Tool 61-CA500
(using 4 MM slot).
*With 4CN30 - Double crimp, once near the
terminal opening and a second crimp slightly
above the first, rotated 180 degrees.
*With 61-CA500 - Double crimp, once near the
terminal opening and a second time at the same
location, rotated 90 degrees.
5.
NOTICE:
Soldering of the wire into the contact
must be performed with the contact out
of the Interior Insulator to prevent damage
to the insulator.
• Using tin solder and a 50W soldering iron, heat
the terminal for approximately 30 seconds.
While heating, apply the soldering wire into the
hole at the bottom of the terminal and let it
penetrate by capillary action. Let it cool down
without any mechanical stress.
6. Slide the Heat Shrink Insulation Sleeve over the
contact until it butts up against the contact
shoulder.
NOTICE:
Sleeve must be applied to
maintain creepage and clearance distance.
Please see picture.
7. With a Heat Gun that has a temperature range
of 600°F to 950°F, apply heat evenly 360°
around the sleeve until it shrinks around the
contact and wire.
For 14 AWG Wires (Max), the Ferrule is not required:
1. Strip each conductor to 25/64-inches (10-mm).
2. Insert wire into contact.
(Perform either step 3 or 4)
3. For Crimping the Contacts, use either North
American Contact Crimping Tool 4CN30 (using
crimping slot 8) or Crimp contact with European
Contact Crimping Tool 61-CA500 (using 4 MM slot).
*With 4CN30 - Double crimp, once near the
terminal opening and a second crimp slightly
above the first, rotated 180 degrees.
*With 61-CA500 - Double crimp, once near the
terminal opening and a second time at the same
location, rotated 90 degrees.
4.
NOTICE:
Soldering of the wire into the contact,
must be performed with the contact out of the
Interior Insulator to prevent damage to the insulator.
• Using tin solder and a 50W soldering iron, heat
the terminal for approximately 30 seconds.
While heating, apply the soldering wire into the
hole at the bottom of the terminal and let it
penetrate by capillary action. Let it cool down
without any mechanical stress.
5. Slide the Heat Shrink Insulation Sleeve over the
contact until it butts up against the contact
shoulder.
NOTICE:
Sleeve must be applied to
maintain creepage and clearance distance.
Please see picture.
6. With a Heat Gun that has a temperature range
of 600°F to 950°F, apply heat evenly 360°
around the sleeve until it shrinks around the
contact and wire.
Assembly of Contacts
Once wired, the contacts must be inserted into the rear
of their respective insulating block. The rear side of the
inlet/plug or receptacle/connector is considered as the flat
surface of the 4-bolt hole mounting surface.
Assembly
Disassembly
1.
NOTICE:
Before insertion of a contact into an
insulator, please review the insulator’s contact
numbering scheme so the ground and each
contact (phase) is placed into the proper hole.
2. Push the wired contact into the insulating block
until it stops and snaps into place.
3. Ensure its correct mounting by slightly pulling on
the contact.
4. The male contacts are solid for their entire
length and are inserted with the contact tip first
into the rear of the inlet/plug.
5. The female contacts consist of a flexible braid
and spring and are inserted with the contact tip
first into the rear of the lidded receptacle/connector.
6. Insert the Provided Hole Plugs into the unused
holes in the front of each insulating block.
NOTICE:
If a new Receptacle or Inlet is to mate
with a previously installed device, pay particular
attention to the number of contacts and numbered
position in the Receptacle or Inlet. Continuity will not
be obtained unless the male and female contacts are
appropriately mated.
Disassembly of Contacts
1. To remove the contact from the insulating block,
the provided Multi-Contact Removal Tool 61-CA593
must be used. From the front side of the insulating
block, slide the contact removal tool over the contact.
2. Push until the contact pops out the back side of
the insulating block.
3.
NOTICE:
Each contact is designed to be
removed from the insulating block a maximum
of 3 times. New contacts should be used if
contacts are removed more than 3 times.
Voltage Labels
Always have a qualified electrician complete the
installation and apply one of the supplied voltage
labels that best describe the voltage application level.
WARNING:
For safety reasons, it is always recommended
to use a ground wire. Please reference
your local codes for specific electrical requirements.
Assembly for In-Line Connections (DS/DSN)
When DS and DSN Multipins are used as in-line connectors,
finger drawplates should be installed on both the receptacle
and plug in order for the user to more easily provide the
leverage required to connect the device.
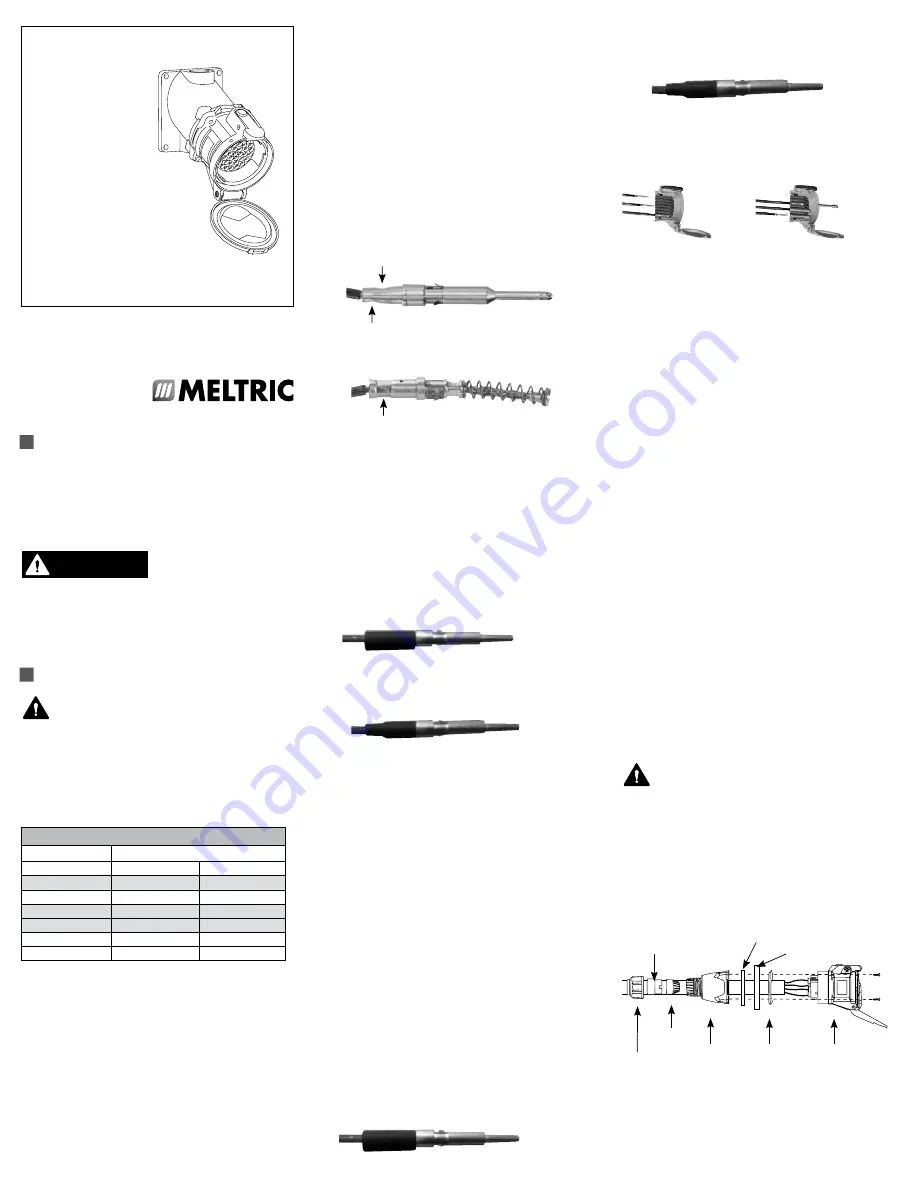
Assembly for In-Line Connections (All)
Adjust the bushing diameter to fit the cable by removing
inner sections of it as required. Insert the bushing into the
strain relief, then insert the assembly into the handle
A COMPANY OF MARECHAL ELECTRIC
INSPNDSDSNMULTI A
A manufacturer of products using Marechal technology
Compression
Nut
Handle
Strain
Relief
Color-Coded
Gasket
Receptacle
(or Inlet)
Bushing
Finger Drawplate Gasket
Finger Drawplate
WARNING
DANGER
CAUTION
NOTICE
ADVERTENCIA
DANGER
CAUTION
AVISO
WARNING
DANGER
CAUTION
NOTICE
WARNING
DANGER
CAUTION
NOTICE
ENGLISH OPERATING INSTRUCTIONS
©2020 MELTRIC Corporation. All rights reserved.
Table 1 - Wiring Terminal Capacity
1
(in AWG)
Main Contacts
Device
Minimum
Maximum
PN12c
18
14
DSN12c
18
14
DSN24c
18
14
DSN37c
18
14
DS24c
18
14
DS37c
18
14
1
Capacity is based on THHN wire sizes
PN12c/DSN12c
DS24c/DSN24c
DS37c/DSN37c







































































