
























5.0l / 305 cid / 5.7l / 350 cid ENGINES
SERVICE MANUAL NUMBER 24
90-861327--1 OCTOBER 1999
Page 3A-85
CYLINDER HONING
1. Follow hone manufacturer’s recommendations for use of hone and cleaning and lubrica-
tion during honing.
2. Occasionally, during the honing operation, thoroughly clean cylinder bore and check
piston for correct fit in cylinder.
3. When finish-honing a cylinder bore to fit a piston, move hone up and down at a sufficient
speed to obtain very fine uniform surface finish marks in a crosshatch pattern of approxi-
mately 30 degrees to cylinder bore. Finish marks should be clean but not sharp, free
from imbedded particles and torn or folded metal.
4. Permanently mark piston (for cylinder to which it has been fitted) and proceed to hone
cylinders and fit remaining pistons.
IMPORTANT: Handle pistons with care and do not attempt to force them through cyl-
inder until cylinder is honed to correct size, as this type piston can be distorted by
careless handling.
5. Thoroughly clean cylinder bores with hot water and detergent. Scrub well with a stiff
bristle brush and rinse thoroughly with hot water. It is extremely essential that a good
cleaning operation be performed. If any abrasive material remains in cylinder bores, it
will rapidly wear new rings, cylinder bores and bearings lubricated by the contaminated
oil. Swab bores several times with light engine oil on a clean cloth, then wipe with a clean
dry cloth. Cylinder should not be cleaned with kerosene or gasoline. Clean remainder
of cylinder block to remove excess material spread during honing operation.
PISTON SELECTION
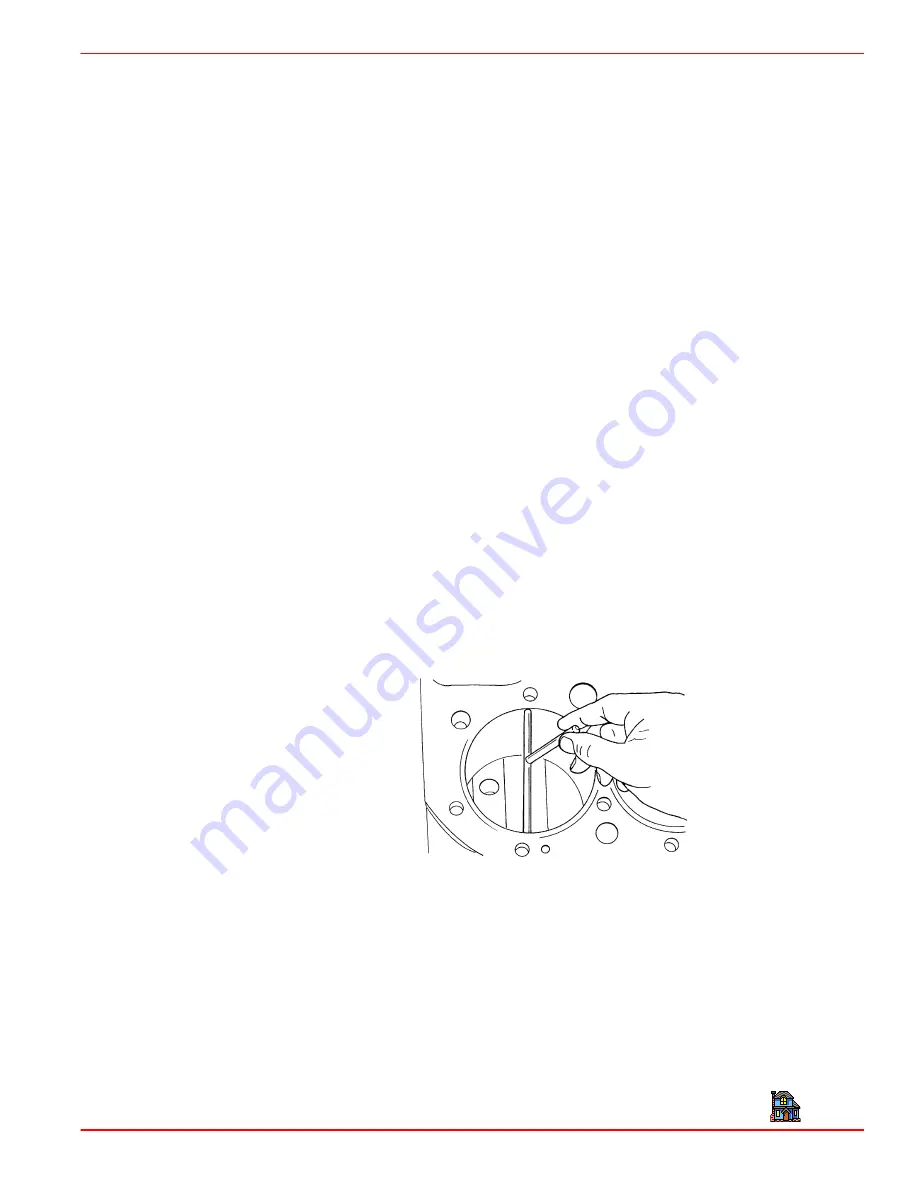
1. Check used piston to cylinder bore clearance as follows:
a. Measure cylinder bore diameter with a telescope gauge 2-1/2 in. (64 mm) from top
of cylinder bore as follows.
72386
Index







































































