





























90-823224--2 796
454 CID (7.4L) / 502 CID (8.2L) - 3A-33
Valve Grinding
Valves that are pitted must be refaced to the proper
angle. Valve stems which show excessive wear, or
valves that are warped excessively, must be re-
placed. When a valve head which is warped exces-
sively is refaced, a knife edge will be ground on part
or all of the valve head, due to the amount of metal
that must be removed to completely reface. Knife
edges lead to breakage, burning, or pre-ignition due
to heat localizing on this knife edge. If the edge of the
valve head is less than 1/32 in. (0.8 mm) after grind-
ing, replace the valve.
Several different types of equipment are available for
refacing valves. The recommendation of the man-
ufacturer of the equipment being used should be
carefully followed to attain proper results.
50695
EXHAUST
INTAKE
b
a
b
a
Exhaust
a - 372 In. (9.45 mm)
b - 1/32 [.031] In. (0.79 mm) Min.
Intake
a - 372 In. (9.45 mm)
b - 1/32 [.031] In. (0.79 mm) Min.
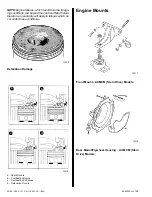
Reassembly
1. Lubricate valve guides and valve stems with en-
gine oil.
2. Install each valve in the port from which it was re-
moved or to which it was fitted.
3. Install valve rotators, shims, springs, seals, and
caps as shown under “Valve Assembly (Ex-
ploded View)” for each particular engine.
4. Using valve spring compressor, compress valve
spring and install valve locks (grease may be
used to hold locks in place).
72565
a
a - Valve Spring Compressor (J-8062)







































































