




























90-823224--2 796
454 CID (7.4L) / 502 CID (8.2L) - 3A-45
Installation
1. Apply Quicksilver Perfect Seal to engine block/
seal mating surface. Apply grease to seal lips.
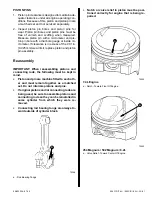
2. Install seal using rear main seal installer or suit-
able device.
72356
a
a - Suitable Device Shown (Rear Main Seal Installer (J-38841)
Not Shown
Main Bearings
IMPORTANT: Before removing main bearing
caps or connecting rod caps, mark them for reas-
sembly in their original locations.
Main bearings are of the precision insert type and do
not use shims for adjustment. If clearances are found
to be excessive, a new bearing, both upper and lower
halves, will be required. Service bearings are avail-
able in standard size and .001 in., .002, .010 in. and
.020 in. undersize.
Inspection
In general, the lower half of the bearing (except No.
1 bearing) shows a greater wear and the most dis-
tress from fatigue. If, upon inspection, the lower half
is suitable for use, it can be assumed that the upper
half is also satisfactory. If the lower half shows evi-
dence of wear or damage, both upper and lower
halves should be replaced. Never replace one half
without replacing the other half.
Checking Clearances
To obtain accurate measurements while using Plasti-
gage, or its equivalent, engine must be out of the boat
and upside down so crankshaft will rest on the upper
bearings and total clearance can be measured be-
tween lower bearing and journal.
To assure the proper seating of the crankshaft, all
bearing cap bolts should be at their specified torque.
In addition, preparatory to checking fit of bearings,
the surface of the crankshaft journal and bearing
should be wiped clean of oil.
IMPORTANT: Inspect bearing caps for orienta-
tion marks prior to removal. If no markings exist,
make suitable marks before disassembly so that
they can be reinstalled in their original locations.
1. With the oil pan and oil pump removed, make
suitable marks, if required, on bearing cap(s) to
be inspected. Remove bearing cap(s) as
needed. Wipe oil from journal and bearing cap to
be inspected.
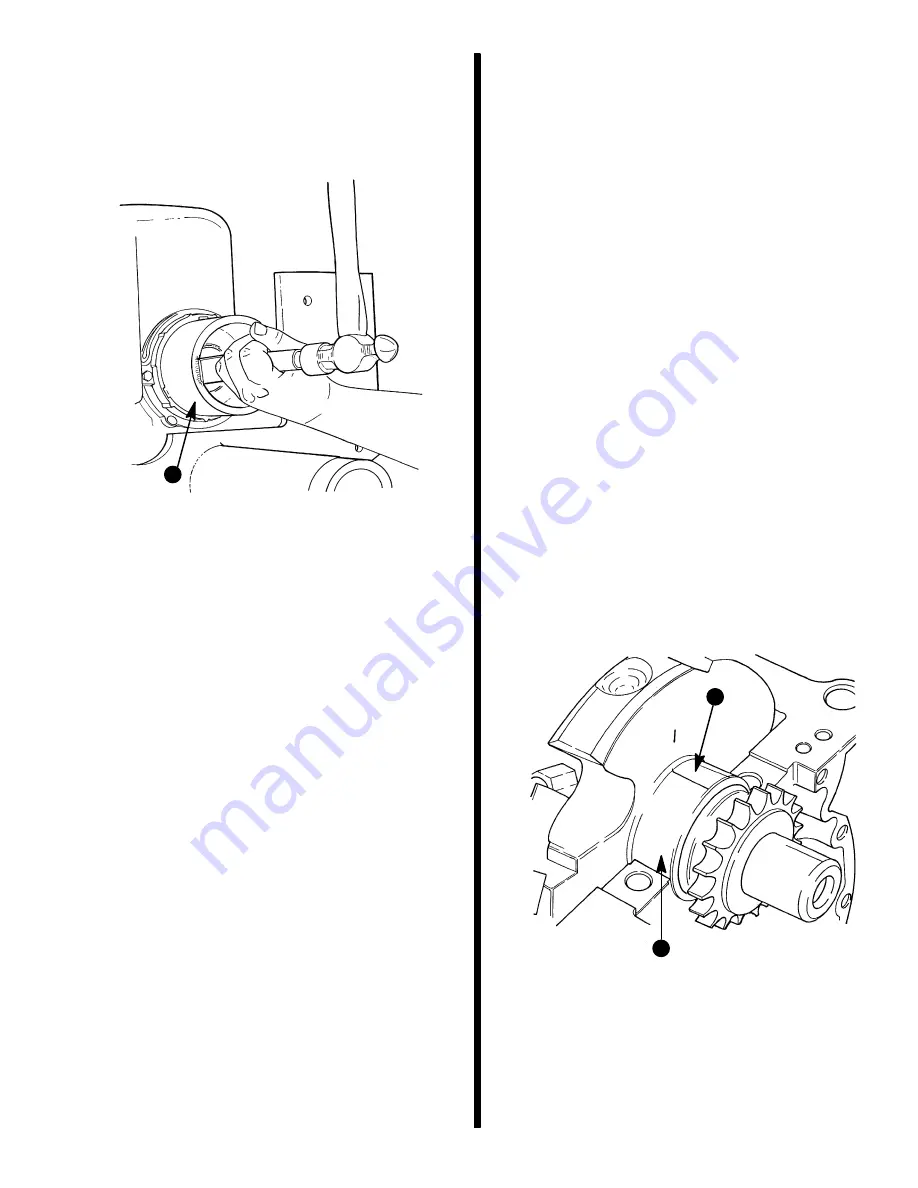
2. Place a piece of gauging plastic the full width of
the bearing (parallel to the crankshaft) on the
journal as shown.
IMPORTANT: Do not rotate the crankshaft while
the gauging plastic is between the bearing and
journal.
72558
b
a
a - Gauging Plastic
b - Journal
3. Install the bearing cap and evenly torque the re-
taining bolts to specifications. Bearing cap MUST
be torqued to specification in order to assure
proper reading. Variations in torque affect the
compression of the plastic gauge.







































































