




























FRANÇAIS
fr
18
Ne pas dépasser la hauteur de chanfrein maximale
autorisée (h
max
) (voir chapitre caractéristiques
techniques).
Pour obtenir une qualité optimale de la surface, il
est recommandé de ne décaper qu'une petite
quantité de matériau lors du dernier processus de
fraisage.
2. Sélectionner le diagramme correspondant à
votre machine (voir verso).
3. Sélectionner la ligne correspondant à l'angle de
chanfrein réglé (voir verso).
4.
Exemple :
pour un angle de chanfrein de 45 ° et
une hauteur de chanfrein souhaitée de 3 mm
(voir fig. ci-dessous). Résultat : valeur de
réglage = 2,0.
Sélectionner sur l'axe Y la hauteur de chanfrein
que vous souhaitez régler. Tirer une ligne
horizontale jusqu'au point d'intersection avec la
ligne. À partir de ce point d'intersection, tirer une
ligne verticale jusqu'à l'axe X. Lire la valeur sur
l'axe X. Régler ensuite cette valeur « X » sur la
machine comme suit.
Note :
le diagramme se réfère aux pièces à
usiner tranchantes. En cas de pièces à usiner à
bords arrondis, cela doit être pris en compte lors
du réglage de la hauteur du chanfrein.
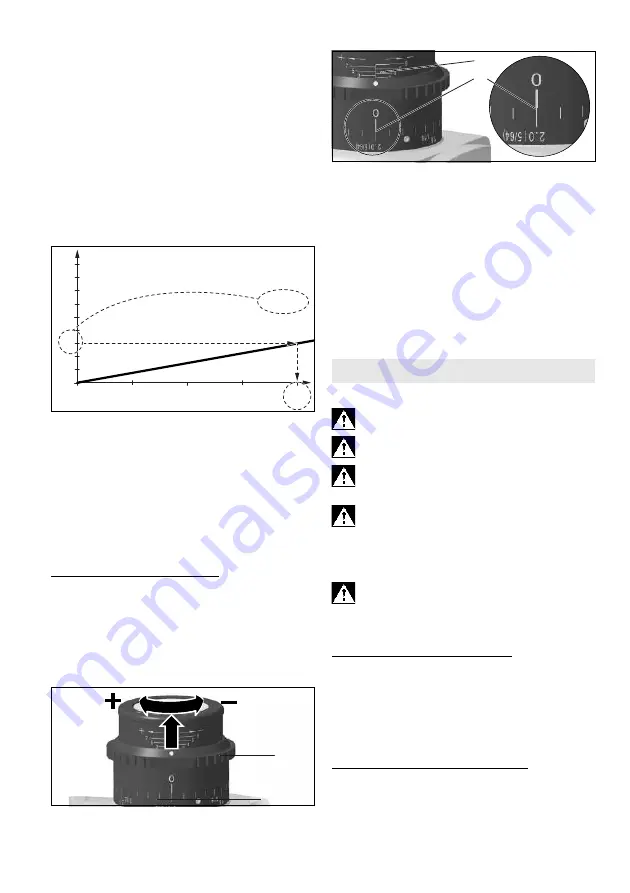
Régler la hauteur de chanfrein :
5. Tirer l'anneau de réglage (7) vers le haut et le
tourner de sorte de régler (9) la valeur « X » du
diagramme sur l'échelle graduée. Voir image (ci-
dessous) : valeur « X » réglée = 2,0.
(Une rotation correspond à « X » = 3. Pour des
valeurs X supérieures : réaliser un plus grand
nombre de rotations. L'échelle graduée (6) sert
d'orientation approximative lors du réglage.
6. Réaliser un chanfrein d'essai.
7. Si lors du dernier processus de fraisage, la
hauteur de chanfrein doit être réglée très
exactement, procéder comme suit :
Réaliser un chanfrein d'essai. Mesurer la
hauteur de chanfrein fraisée et si besoin,
adapter la graduation d'échelle en tournant
l'anneau de réglage (7) : tourner dans le sens
des aiguilles d'une montre = hauteur de
chanfrein supérieure. tourner dans le sens
contraire des aiguilles d'une montre = hauteur
de chanfrein inférieure. Réaliser un autre
chanfrein d'essai. Le cas échéant, répéter cette
étape.
7.1 Marche/arrêt
Toujours guider la machine des deux mains.
Mettre la machine sous tension avant de
positionner la machine sur la pièce à usiner.
Éviter les démarrages intempestifs : toujours
éteindre l'outil avant de retirer la fiche de la
prise ou en cas de coupure de courant.
Lorsque la machine est en position de
fonctionnement en continu, elle continuera de
tourner si elle vous échappe des mains. Afin d'éviter
tout comportement inattendu de l'outil, le tenir avec
les deux mains au niveau des poignées, veiller à un
bon équilibre et travailler de manière concentrée.
Éviter que la machine ne fasse tourbillonner
ou n'aspire de la poussière et des sciures.
Après l'avoir arrêtée, ne poser la machine qu'une
fois que le moteur a cessé de tourner.
KFM 15-10 F
(voir page 3, fig. B) :
Mise en marche :
glisser l'interrupteur coulissant
(22) vers l'avant. Pour un fonctionnement en
continu, le basculer vers l'arrière jusqu'à ce qu'il
s'encliquète.
Arrêt :
appuyer sur l'arrière de l'interrupteur
coulissant (22), puis relâcher.
KFMPB 15-10 F
(voir page 3, fig. B) :
Mise en marche :
pousser l'interrupteur Paddle
(23) dans le sens de la flèche et appuyer sur
Arrêt :
relâcher l'interrupteur Paddle (23).
0
3
2,0
0
,
1
0
X
Y
h (mm)
a = 45°
6
8
1.
2.
7. Utilisation
8
5







































































