



















ESPAÑOL
es
27
Averiguar el valor de ajuste:
Nota:
Establecer grandes alturas de chaflán en
varios procesos de fresado (al menos 3). Los
materiales duros requieren todavía más procesos
de fresado. Con ello se originan las siguientes
ventajas: mayor durabilidad de las plaquitas
reversibles, mayor calidad de superficie del
resultado del trabajo y un trabajo más agradable.
No debe sobrepasarse la "Altura máx. de
chaflán por proceso de fresado" indicada.
KFM 15...(en 45°):
1. Proceso de fresado: máx. 6 mm
2.+3. Proceso de fresado: máx. 2 mm
KFM 16...(en 45°)
1. Proceso de fresado: máx. 9 mm
2.+3. Proceso de fresado: máx. 3 mm
No está permitido sobrepasar la altura de chaflán
máxima admisible (h
max
) (véase el capítulo "Datos
técnicos").
Para una calidad de superficie óptima es
recomendable arrancar solamente un poco de
material durante el último proceso de fresado.
2. Seleccione el diagrama válido para su máquina
(véase la parte posterior).
3. Seleccione la línea válida para el ángulo de
chaflán ajustado (véase la parte posterior).
4.
Ejemplo
para un ángulo de chaflán de 45° y una
altura del chaflán deseada de 3 mm (véase la
fig. inferior). Resultado: valor de ajuste = 2,0.
Seleccione en el eje Y la altura de chaflán que
desee ajustar. Trace una línea horizontal hasta
el punto de intersección con la línea. Trace
desde este punto de intersección una línea
vertical hasta el eje X. Lea el valor en el eje X.
Debe ajustar este valor "X" del siguiente modo a
la máquina.
Nota:
el diagrama se refiere a piezas con bordes
afilados. En las piezas con bordes redondeados,
a la hora de hacer el ajuste es importante tener
en cuenta la altura del chaflán.
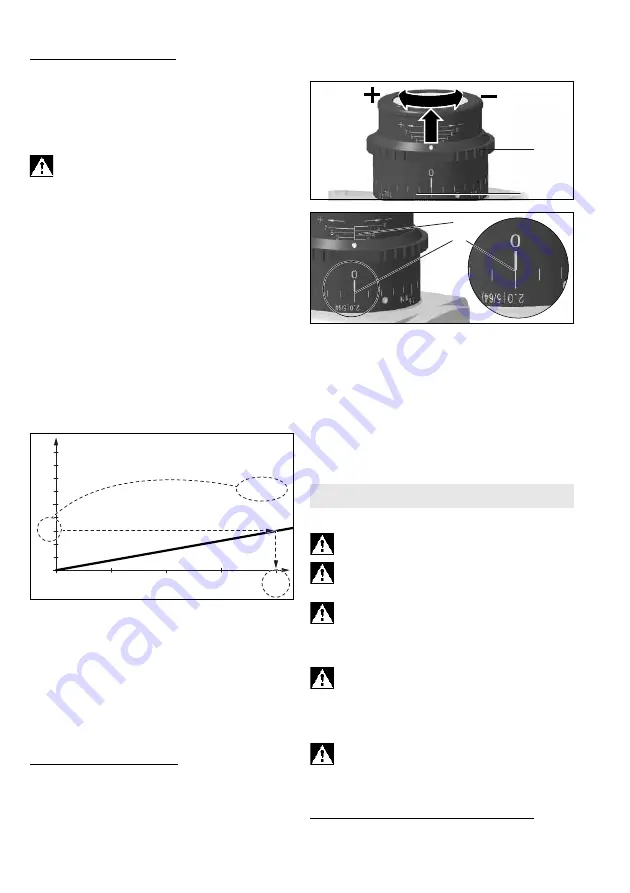
Ajustar la altura del chaflán:
5. Tirar del anillo de ajuste (7) hacia arriba y girar
de tal forma que en la escala (9) esté ajustado el
valor "X" a partir del diagrama. Véase la figura
(abajo): valor "X" ajustado = 2,0.
(una vuelta corresponde a "X" =3. Para valores
de X superiores: realizar varias vueltas. La
escala (6) se utiliza como guía aproximada para
el ajuste).
6. Realizar un fresado de prueba.
7. Si debe ajustarse la altura del chaflán con gran
exactitud para el último proceso de fresado,
proceda del siguiente modo:
Realizar un fresado de prueba. Medir la altura de
chaflán fresada y ajustar si es necesario girando
el anillo de ajuste (7) en un trazo de escala: giro
en el sentido horario = mayor altura de chaflán.
Giro en el sentido antihorario = menor altura de
chaflán. Realice otro fresado de prueba. Repetir
este paso si es necesario.
7.1 Conexión/Desconexión (On/Off)
Sostenga siempre la herramienta con ambas
manos.
Conecte en primer lugar la herramienta de
inserción, y a continuación acérquela a la
pieza de trabajo.
Evite que la herramienta se ponga en
funcionamiento de forma involuntaria:
desconéctela siempre al extraer el enchufe de la
toma de corriente o cuando se haya producido un
corte de corriente.
En la posición de funcionamiento continuado,
la máquina seguirá funcionando en caso de
ser arrancada de la mano. Por este motivo deben
sujetarse las empuñaduras previstas siempre con
ambas manos, adoptar una buena postura y
trabajar concentrado.
Evite que la máquina aspire o levante polvo y
viruta. Una vez se ha desconectado la
herramienta, espere hasta que el motor esté parado
antes de depositarla.
KFM 15-10 F
(véase la página 3, secc. B):
Conexión:
desplace el relé neumático (22) hacia
adelante. Para un funcionamiento continuado,
moverlo hacia abajo hasta que encaje.
0
3
2,0
0
,
1
0
X
Y
h (mm)
a = 45°
7. Manejo
6
8
1.
2.
8
5







































































