




















1.4
MIG/MAG 140/160
x
When using adjustable pressure reducers set
flow rate according to litre scale in the clock with
the T-screw. Turning the T-screw in increases
the gas flow rate, turning it out reduces the gas
flow rate.
x
While setting the gas flow rate, the unit must be
switched on and the torch's trigger switch held
down, so the solenoid gas valve is open. To pre-
vent wasting electrode wire swing the wire feed
unit's leaf spring to the side.
Modifications and repairs to pressure reducers are
strictly prohibited due to the hazards involved. Send
faulty pressure reducers to a service centre.
Earth lead connection
Connect earth clamp of the unit's earth cable as
close as possible to the welding point. Ensure good
metal to metal contact.
Preparation of the welds
The joint section of the workpieces to be welded
must be free of colour, metall covering, dirt, rust,
grease and humidity.
The preparation of the welds is to be done under
observation of all welding techniques regulations.
Hints for Setting and Welding
Techniques
Switching the unit on
The unit is switched on with the combination ON/
OFF – welding step switch. With the switch in the
"0"- position the unit is electrically separated from
the power supply.
The unit is fitted with an embedded temperature
detector, which shuts the unit down in case of an
thermal overload.
The tripping of the thermal overload protector is indi-
cated by the front panel control light. Welding power
source and wire feed are temporarily disabled.
After cooling down the welding power source is
automatically activated again, the control light extin-
guishes.
Setting the welding parameters
After preparation of the welding machine the weld-
ing can begin.
To do so, welding voltage and wire feed have to be
matched to suit the welding task. If the wire feed
speed is increased the welding current increases
accordingly.
For every electrode wire diameter and every weld-
ing task optimal parameters can be found. They are
recognisable at the typical humming sound of the
arc, amongst other.
If there is too much deviation from the optimal
parameters, a satisfactory welding is not possible.
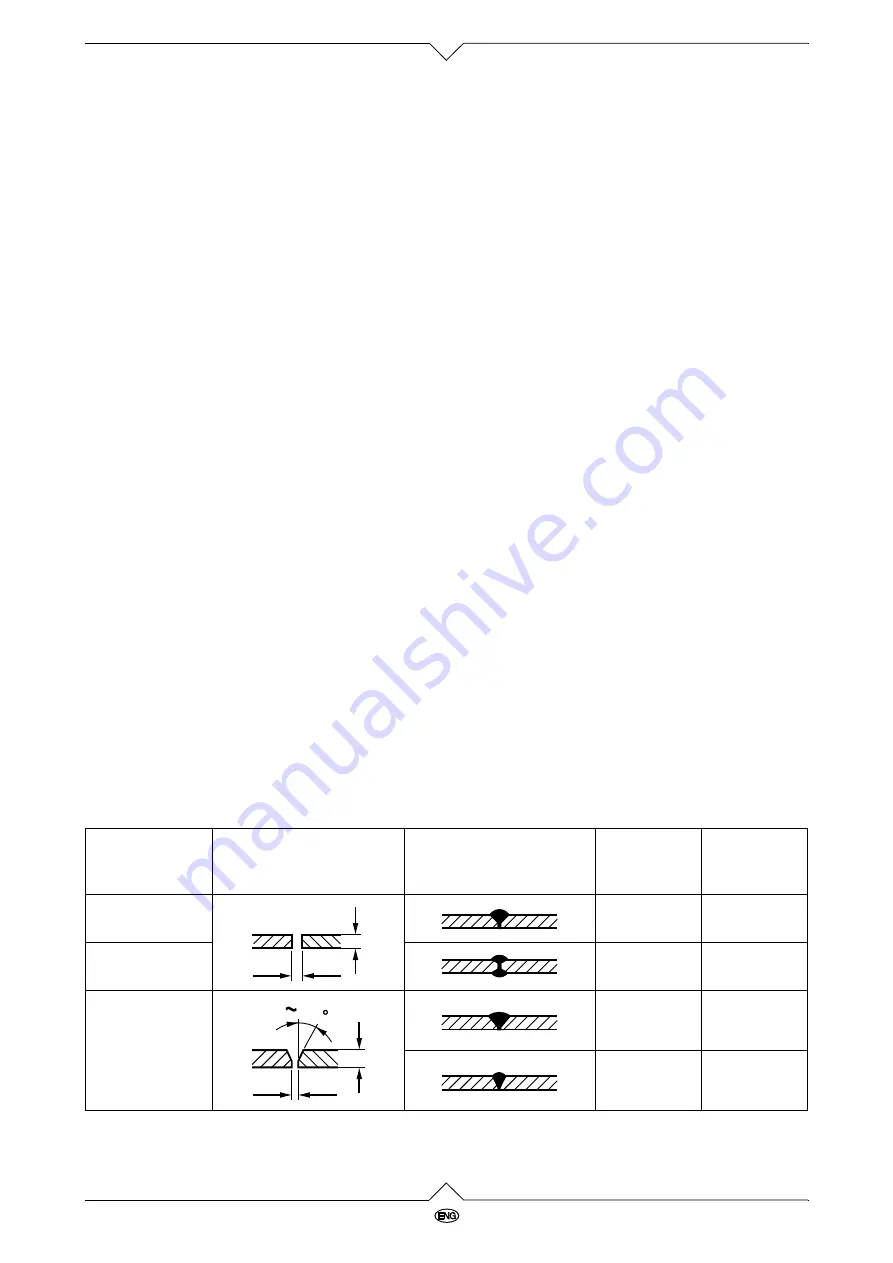
The right joint
The list gives hints for the shaping of the joints.
Form of joint
Execution
Platethick-
ness
s (mm)
Gapwidth
b (mm)
I-joint onesided
< 1,5
> 1,5
0
< 2
I-joint on both
sides
2 – 4
< 2
V-joint
3 – 6
< 1
3 – 6
< 1
b
s
b
s
2 5







































































