


















Operation
RBM 1305-15 E | Version 1.02
13
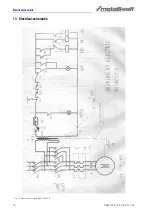
Fig. 11: Bending process
Conical bending
Conical bending is more difficult than normal bending.
The machine performance is reduced by 30% to 50%,
the conical bending capacity decreases by about 25%.
The material thickness must be reduced accordingly.
Fig. 12: Bending capacity chart
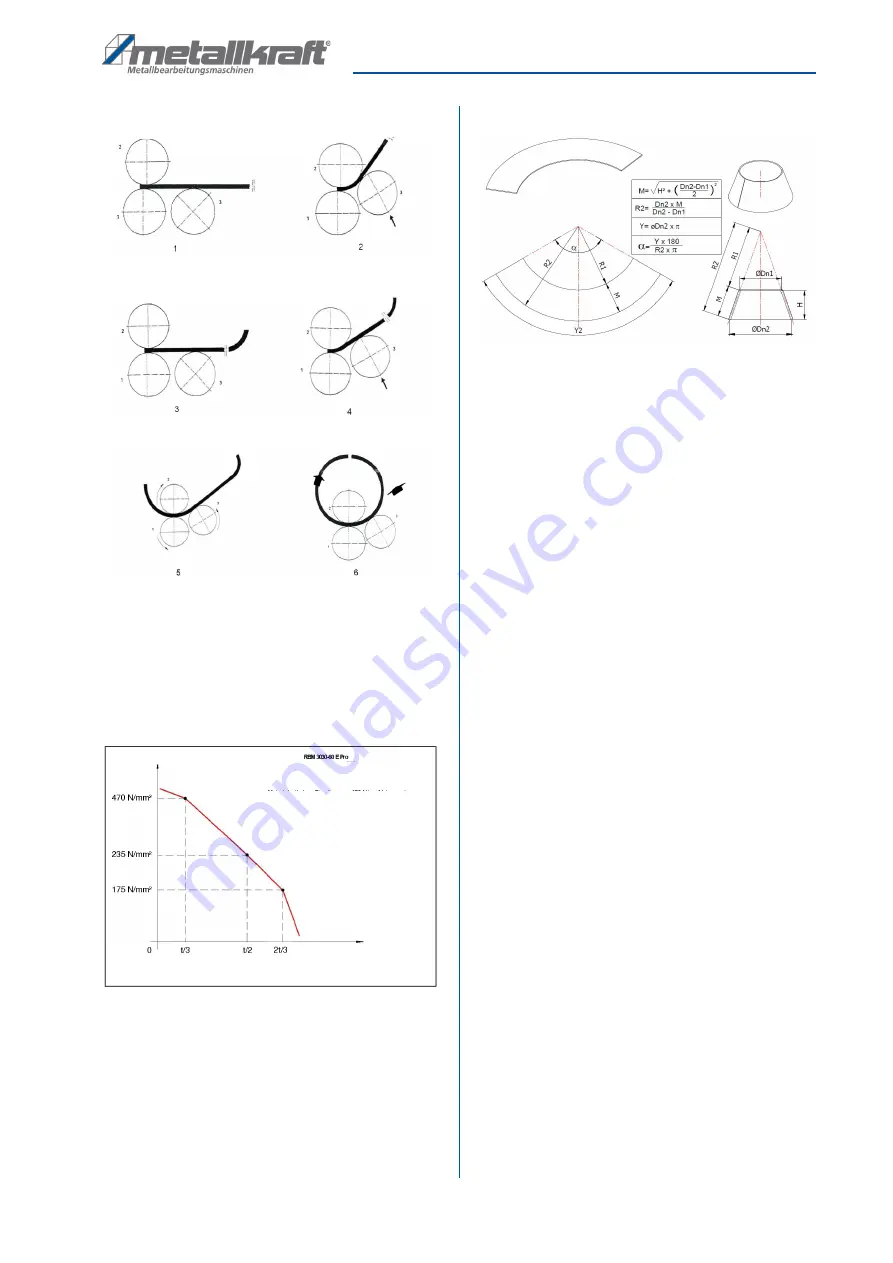
Calculation of the dimension of the workpiece
Fig. 13: Calculation of the dimension of the workpiece
Adjusting of the material thickness
Step 1: Loosen the knurled screw to the right of the ad-
justing screws.
Step 2:Turn the adjusting screws to raise or lower the
lower clamping roller.
Step 3:Insert the material between the rollers from the
front of the machine and set the rollers so that the
material is tight. Tighten the thumbscrews and
remove the material between the rollers.
Front adjusting screw and rear hand wheel
The 2 adjusting screws are installed in the left and right
side frames.
This allows the operator to raise or lower the pinch roller
so that the correct gap between the upper and lower
pinch rollers can be obtained to insert the desired mate-
rial into the machine.
The rear handwheel assist the operator in raising or low-
ering the guide roll, which determines the degree of
bending in the material being fed through the machine.
The hand wheel is equipped with a scale that helps the
operator to adjust.
Bending process
Step 1: After adjusting the diameter, insert the material
on the front of the roller and turn the control han-
dle clockwise until about half of the material has
passed through the rollers.
Step 2: When the roller is driven, make sure that the up-
per roller rotates counterclockwise. While the
material is being fed, lift the idler and continue
rotating until a semicircle is formed.
Top and bottom roll in
straight position
For finishing pre-banding
bring the rear roll upwards
Roll until the desired di-
ameter is achieved
Last pass
Yield strength
(material thickness)
Ratio of conical
bending capacity
t = bending capacity
The conical bending takes
place problem-free
material with a yield strength of 470 N/mm² until a diameter
660 mm with a thickness of 2 mm
material with a yield strength of 235 N/mm² until a diameter
660 mm with a thickness of 3 mm
material with a yield strength of 175 N/mm² until a diameter
660 mm with a thickness of 4 mm
Roll diameter: 220 mm
Pre bending capacity: 4 mm
Bending capacity: 6 mm
Example for
Conical bending in dependence of bending capacity
Notice: The values have been enlarged with the factor 3 in according of the roll diameter
For finishing pre-banding
bring the rear roll upwards
Turn sheet metal and posi-
tion it for the second pre-
bending







































































