





















Intended Use
GS-E Series | Version 1.09
7
3
Intended Use
The thread cutting machine is designed for the produc-
tion of threads for all materials made of metal or metal-
like materials in all material thicknesses. Only thread di-
ameters according to the specifications in the technical
data table may be cut.
Intended use also includes compliance with all the infor-
mation in these instructions.
3.1 Reasonably foreseeable misuse
Any use that goes beyond the intended use or is different
is deemed to be misuse.
Possible misuse can be:
- Use of the thread cutting machine for materials
other than metal (e.g. processing wood or plastic).
- The tapping machine must not be used for drilling
or screwing.
- Modifications to the machine or accessories.
- Maintenance work on an unsecured machine.
- Failure to observe the signs of wear and damage.
- Service work by untrained or unauthorized person-
nel.
- Use of accessories or spare parts that are not
approved by the manufacturer.
- Misuse of the machine.
- Operating the thread cutter if the operating instruc-
tions have not been read and understood in full.
- Deliberate or careless handling of the thread cut-
ting machine during operation.
- The use of an incompletely assembled machine.
Misuse of the thread cutting machine can lead to dange-
rous situations. Stürmer Maschinen GmbH assumes no
liability for constructive or technical changes to the
thread cutting machine. Claims of any kind due to da-
mage due to improper use are excluded.
3.2 Residual risks
Even if all safety instructions are observed and the ma-
chine is used according to the instructions, there are still
residual risks, which are listed below:
- Risk of injury to the upper limbs (e.g. hands, fin-
gers)
- Risk of injury from tripping over cables
- Hearing impairment when working for a long time
without hearing protection or when it is inadequate
- Electrical hazard from contact with parts and high
voltage (direct contact) or with parts that are under
high voltage due to a defect in the tap (indirect con-
tact)
- Heat development on components can lead to
burns and other injuries
- Danger from workpieces being thrown out
- Risk of injury to the eye from flying parts, even with
protective goggles
4
Technical Data
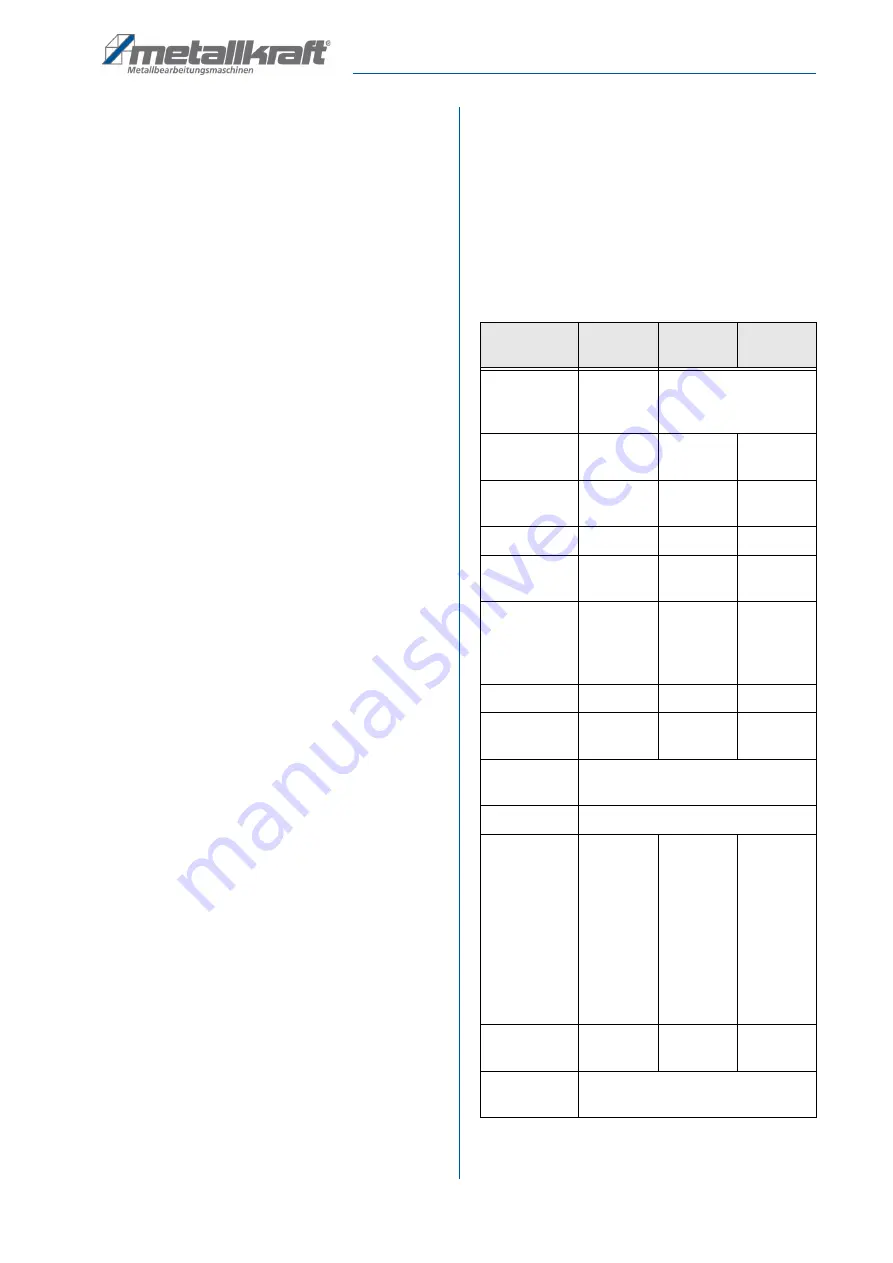
4.1 Table
Model GS
1100-16 E
1200-24
E
1200-36 E
Dimensions
(LxWxH)
approx.
930x60x
520 mm
1400x100x700 mm
Weight (Net)
approx.
25 kg
40 kg
42 kg
Supply
voltage
220 V /
50 Hz
220 V /
50 Hz
220 V /
50 Hz
Phase(s)
2 Ph
2 Ph
2 Ph
Stromart
AC/DC
4,5 A
7,3 A
7,3 A
Tapped
holes at
400 N/mm²
[M(x)-M(y)]
M3 - M16
M6 - M24
M6 - M36
Max. speed
312 min¯¹
200 min¯¹
156 min¯¹
Sound pres-
sure level Lp
59 dB(A)
73 dB(A)
73 dB(A)
Cutting
direction
universal direction
[vertical/horizontal]
Drive system
electrical
Quick
change
chuck [M]
M3-M6,
M8, M10,
M12,
M14, M16
M6, M8,
M10,M12,
M14,
M16,
M18,
M20,
M22-M24
M6, M8,
M10,M12,
M14,
M16,
M18,
M20,
M22-M24,
M27,
M30,
M33, M36
Cantilever
radius
1100 mm
1200 mm
1200 mm
Adjustable
angle
universal direction
Summary of Contents for 4450116
Page 22: ...www metallkraft de ...







































































