
























- 24
the lowering
ated bending
he stropper A
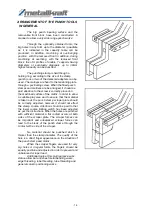
NOTCHING STATION
The threading station has quadrangles punch stamp as a standard equipment element and is
delivered with a threading table complete with adjustable lateral and rear counter holders, which
essentially simplify the repeatable positioning of the material.
The sharp notching tools can also be constructed at this work station. Optionally, the units for
narrower width of quadrangles or forms can also be delivered. Various units are also available for the
forming of bar ends.
A special feature of this work station is the possibility to fix some punch end units, that means
tools for smaller punching works up to a punch pressure of 40 t ( characteristics can be supplied upon
request ).
In case the grinding of the notching stamp is necessary, only grind the side and front surfaces
of the stamp. The matrixes have four cutting edges and should be turned in order to require
new cutting.
NOTCHING TOOLS – ADJUSTMENT
The below described steps should be followed for the change of the notching
(threading) blade set :
1.
Move the stamp to the exit position (that means fully open)
2.
Disconnect the machine at the main switch
3.
Remove the scraper finger and the stamp
4.
Remove the hole stamp and loosen the support
5.
Fix the new stamp
6.
Correct the machine and adjust it to “ADJUSTMENT” position. Fully lower the stamp and
disconnect the machine
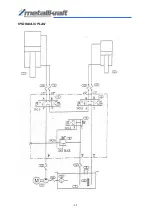
7.
Take the hole ring into the support. Secure the front hole ring, then adjust the distance as
illustrated in the below sketch
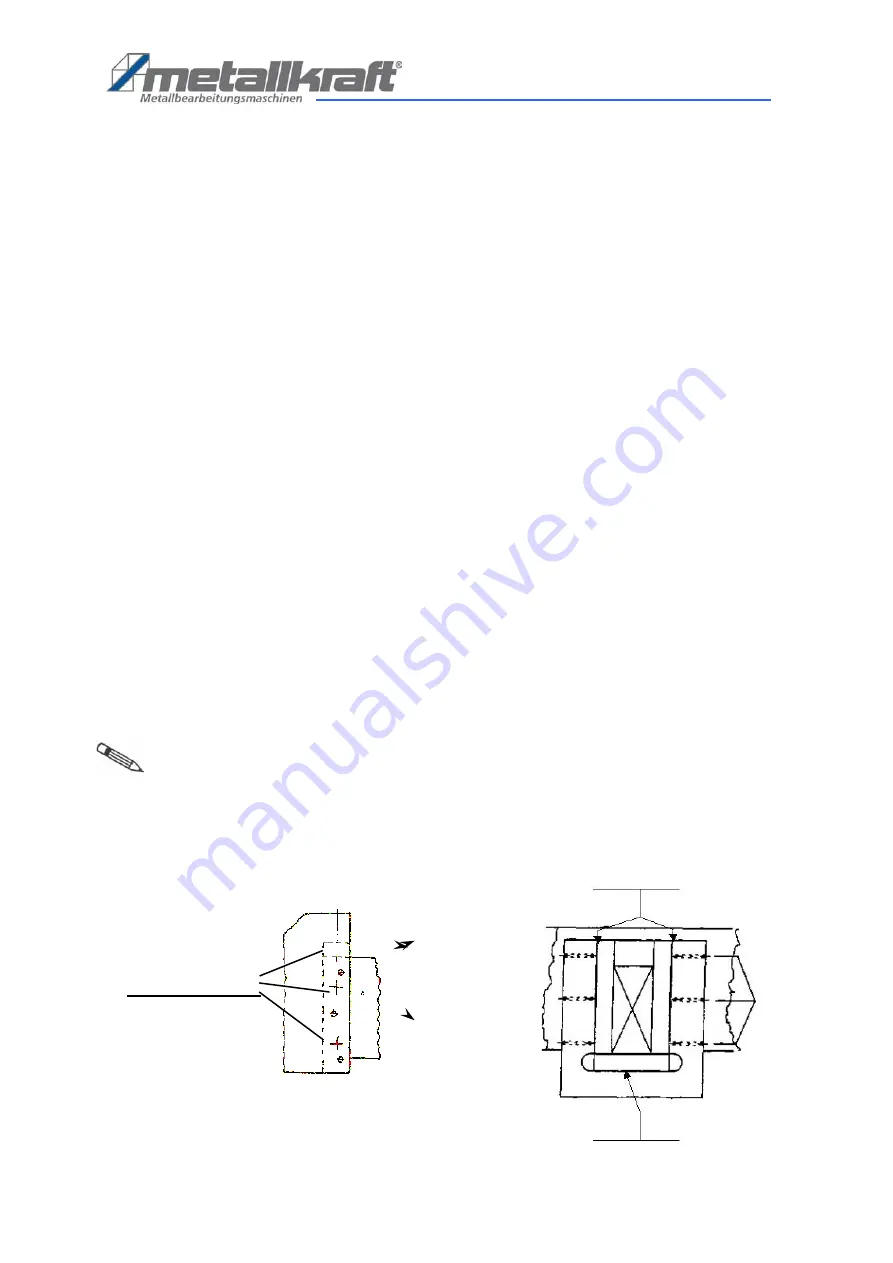
8.
Secure the support on the machine after the adjustment of the front distance. Then adjust the side
distances as illustrated in the sketch
9.
Secure the side hole rings on the support. Check again the distances for safety
10. Connect to machine to loosen the stamp. Remount the scraper finger.
adjust the machine course in order to have motion as small as possible.
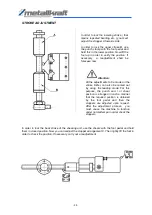
Note :
The lateral distances of the stamp should be adjusted as per the adjustments illustrated in the
sketch. Then the limiter will be arranged in such a manner that the lower edges of the hole ring will be
touched by the bas.
NOTCHING ADJUSTMENT
Lateral distance
0.1-0.2 mm
Adjustment screws
Front distance
0.1-0.2 mm







































































