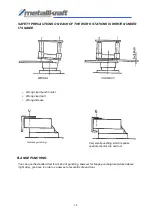
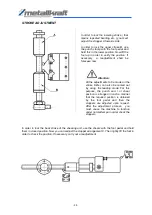
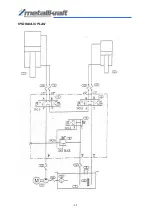
Metallkraft HPS 115 DS, Operating Instructions Manual
The Metallkraft HPS 115 DS is a high-performance drilling machine designed for precision and efficiency. Ensure you get the most out of your equipment by downloading the free Operating Instructions Manual from 88.208.23.73:8080. This comprehensive manual will guide you through the setup and operation of your machine.
Share
Download



















Reviews:
No comments
Related manuals for HPS 115 DS

T-35
Brand: T-Drill Pages: 49

DTM52ZJX4
Brand: Makita Pages: 80

DVC-1177K2
Brand: microjig Pages: 20

Digital Series
Brand: Amtex Pages: 40

EPK-6.5
Brand: OKUtools Pages: 18

XTRIC 363000 80S
Brand: GARANT Pages: 116

RRI-30STA
Brand: RED ROOSTER Pages: 8

DX E?72
Brand: Hilti Pages: 191

J-FORCE JF2X15
Brand: JETStream Pages: 2

Origo Mig C420 PRO
Brand: ESAB Pages: 30

4910-500-1800
Brand: Stihl Pages: 36

AL300X220
Brand: Altronix Pages: 8

EUSP175
Brand: Astro Tool Pages: 4

SWi5TE
Brand: Equalizer International Pages: 24

PDS 030R
Brand: PRODEM Pages: 48

SPS-15-36W-N
Brand: VOLTCRAFT Pages: 8

285125
Brand: Parkside Pages: 30

905-220
Brand: Steren Pages: 2





















































