Operation
RBM 305 | Version 2.02
11
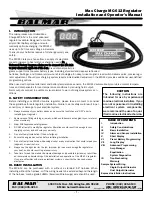
pre-bending
Pre-bending is the operation whereby the ends of the
material are bent to the same radius as the final radius.
As a result, the best results are achieved at full radii (eg
making tubes) or for operations where no flat ends are
desired.
Bending
Fig. 12: Bending process
Conically bending
Conical bending is more difficult than normal bending.
The machine performance is reduced by 30% to 50%,
the conical bending capacity decreases by about 25%.
The material thickness must be reduced accordingly.
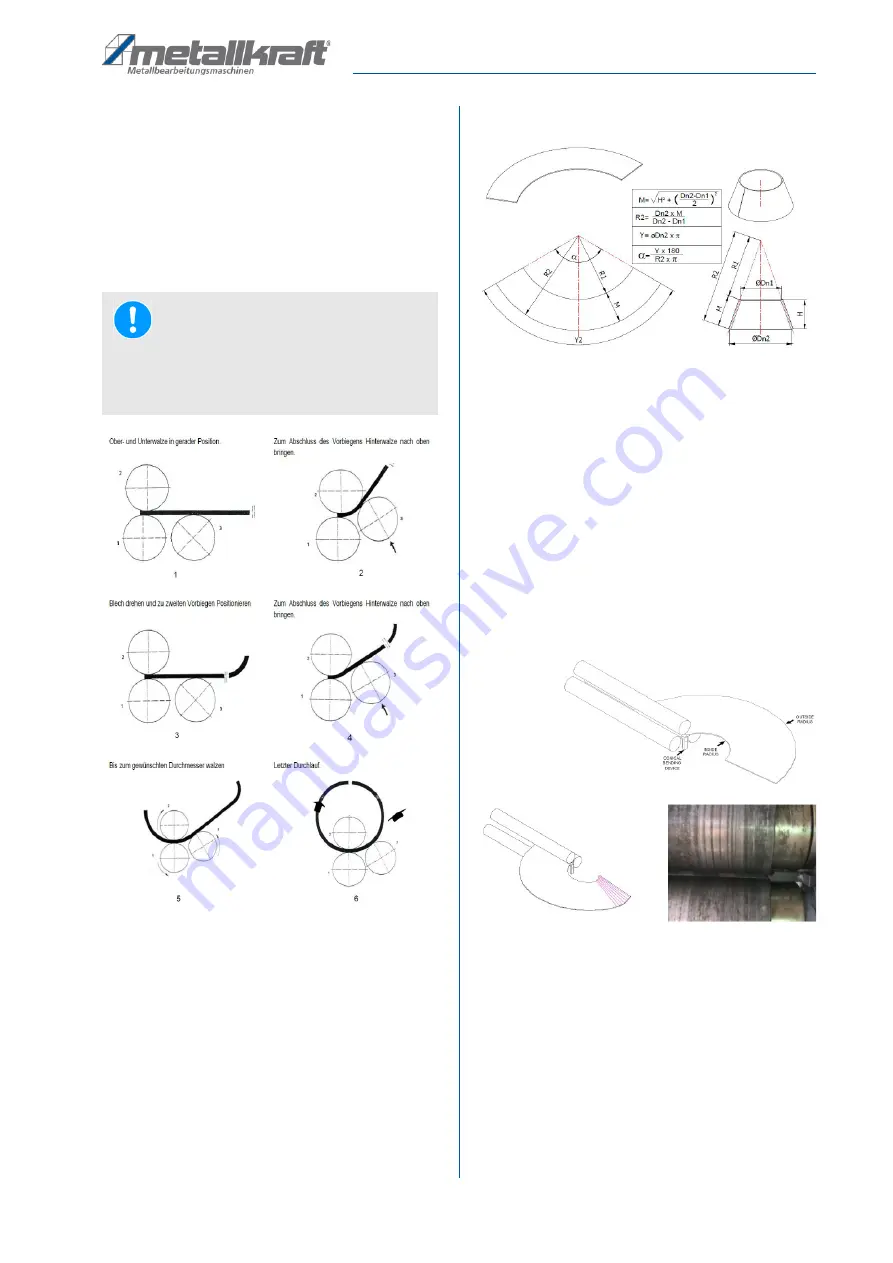
Calculation of the workpiece dimensions
Fig. 13: Calculation of the workpiece dimensions
Bending process
Step 1: Before conical bending, the sheet must be pre-
bent at the ends with parallel rolls.
Step 2: Then the machine has to be prepared for conical
bending:
Step 3: Adjust the guide roller in its angular position by
turning the handwheel so that the smaller dia
-
meter of the workpiece cone makes the roller
closer to the attraction rollers. As a result, a
narrower radius is created at the bend.
Fig. 14: Conically bending, preparation
The above-illustrated hardened bending tool holds the
material to be bent conically during the bending opera
-
tion.
NOTE!
The material hardens after each pass.
When processing stainless steel, several passes
must be made because this material is work harde
-
ning material.