

















Work and operation
UB 10 | Version 2.01
11
The position of the eccentric counter-holder
The correct position of the counter-holder, according to
the thickness of the material to form U-shaped tabs.
Fig. 15: Position of the counter-holder
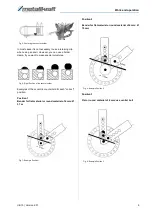
The distance to the eccentric counterholder
Before bending the material, measure the distance from
the eccentric anvil.
Fig. 16: Distance to the anvil
Bending roller
It is used in the bending fork.
The holes in the bending arm
The various holes in the bend of the bend arm show
where the bolt is placed to hold the bend roll.
Fig. 17: Holes in the bending arm
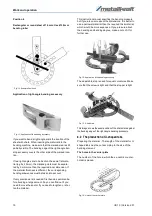
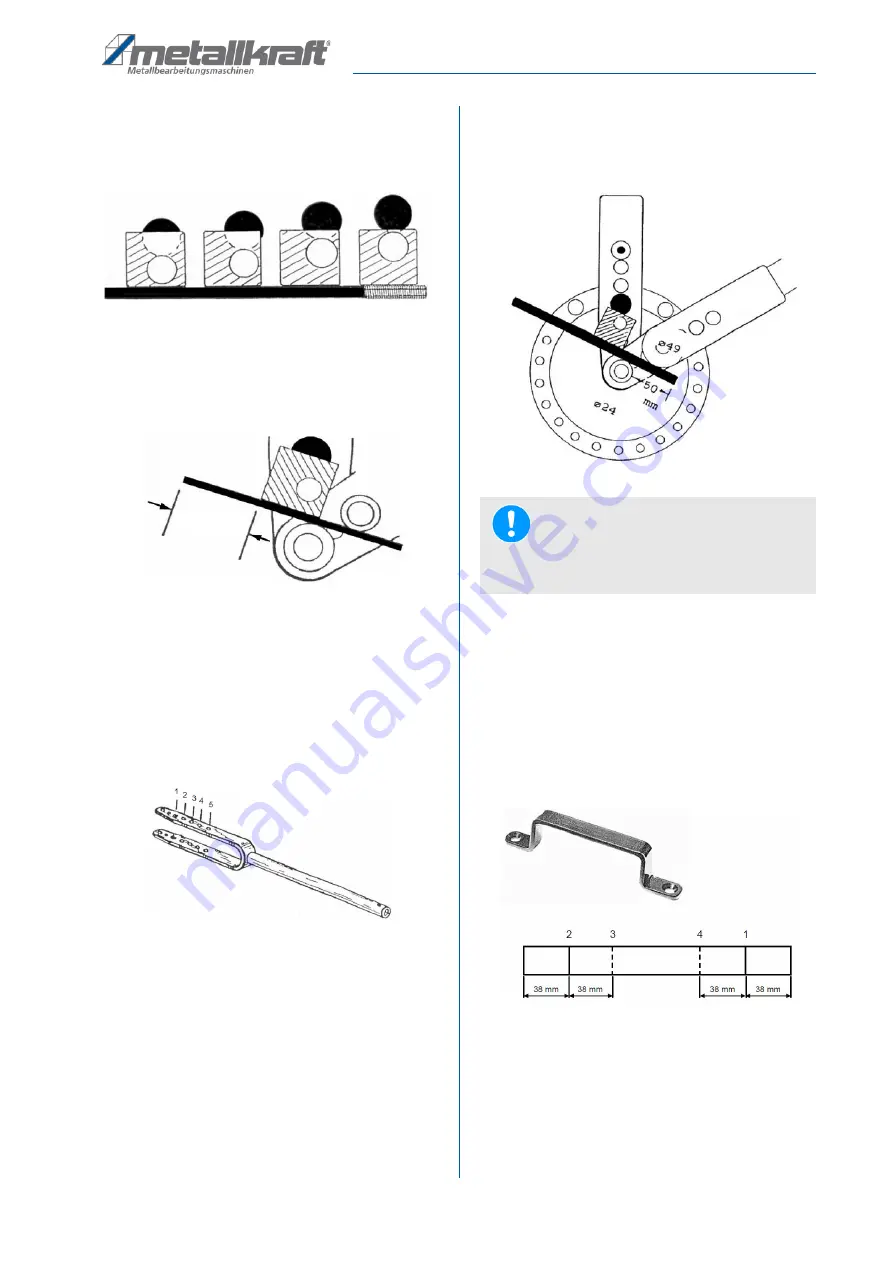
8.3 Production of handles
Round material
With the bending machine you can produce handles with
different shapes and sizes. Each of the three illustrated
handles has been bent by Ø 15 mm and a length of 230
mm steel. After bending the bends, drill a Ø 15 mm hole
in the tab. Then insert the handle into the tab and weld it
tight. Sand the rest off the tab to get a flat surface.
The correct position of the eccentric counter-holder is gi
-
ven by the diameter of the material (see picture on the
right). After you have made the first bend, you must turn
the material 90 ° and bend the other end 90 °.
Fig. 18: Production of handles
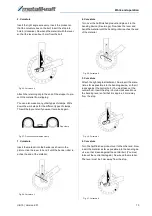
Flat material
Chalk the workpiece as shown in the picture. The mar
-
kings on the ends must be on one side of the material,
the inside on the other side.
The dimensions in the illustration can be replaced by
others. Depending on the user's idea of the universal
bending machine.
Fig. 19: Production of handles with flat material
1. Curvature
Insert a flat material up to the mark (1) and bend it by 90
°. Check the angle before proceeding. Attach the eccent
-
ric counterhold so that the respective angles are 90 °.
Distance
NOTE!
When using a different diameter material for the hand
-
le, the diameter of the hole in the tab must be identical
to the diameter of the handle.







































































