























SECTION 3 - M. FRAME, ADJ. RING, TRAMP REL. & CLRNG JACK ASSY
3-14
MP SERIES CONE CRUSHER TECHNICAL REFERENCE MANUAL
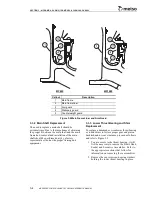
3.4.3 Main Frame Seat and Fulcrum Bar
Installation
There is a gap between the main frame fulcrum bar
and adjustment ring fulcrum surface that is to be
maintained when seat liners and fulcrum bars are
replaced. Refer to Figure 3-9 for the MP1000 or
Figure 3-10 for the MP800.
Over a long period of time, the adjustment ring
conical seating surface will experience wear, even
though it seats on a bronze frame seat liner. If
enough adjustment ring wear occurs, the desired
gap between the frame fulcrum bars and adjustment
ring fulcrum surface will not be obtainable even
though a new seat liner and fulcrum bars have been
installed. It is very important that this gap is
maintained when new seat liners and fulcrum bars
are installed so the adjustment ring seats properly
on the bronze frame seat liner and not on the frame
fulcrum bars and adjustment ring.
If the adjustment ring is allowed to rest on the
fulcrum bars instead of on the frame seat liner,
major adjustment ring failure could occur. The
procedure for seat liner, fulcrum bar replacement
and possible adjustment ring rework is as follows.
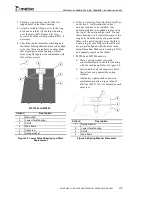
MP1000
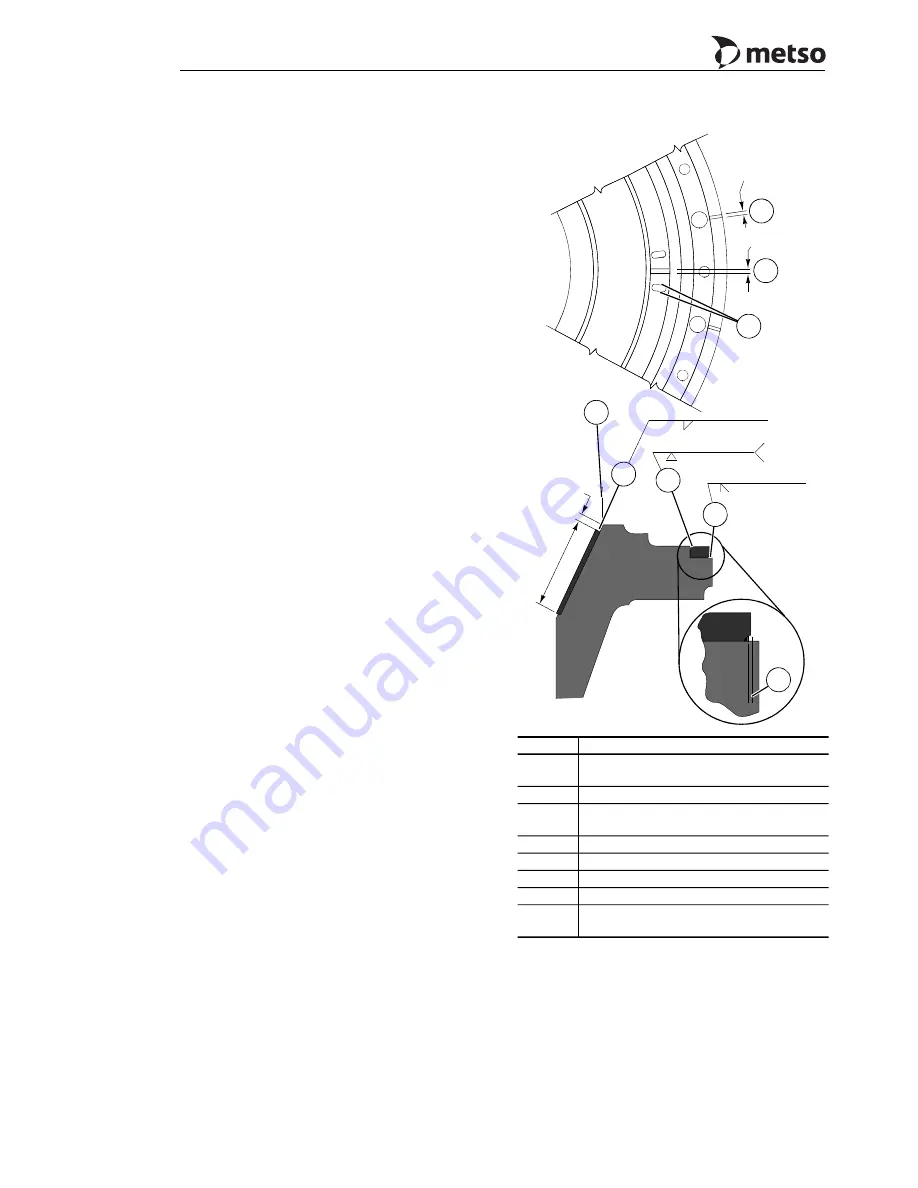
For the following procedure refer to Figure 3-11.
1. Remove worn bronze main frame seat liner
and fulcrum bar.
2. The replacement main frame seat liner and
fulcrum bar will be shipped in segments.
3. Position the seat liner at the dimension
shown and weld using 4 mm (0.16") weld
rod which meets AWS E Cu AL-A2 or R Cu
AL-A2 specification. Do not butt vertical
joints.
4. When using these 4 mm (0.16") weld rods
reverse polarity and use between 130 to
190 amps. The main frame seat and seat
liner must be preheated to 20°C (68°F) to
40°C (105°F).
5. Weld the fulcrum bar as shown.
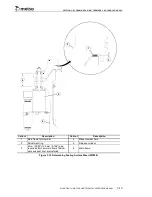
6. After welding a new seat liner and fulcrum
bar to the main frame place balls of clay or
putty around the top outside corner of the
main frame flange.
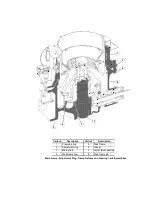
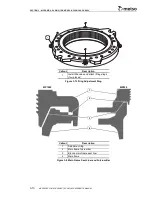
Figure 3-11 MP1000 Main Frame Seat Liner and
Fulcrum Bar
Callout
Description
1
Typical gap between fulcrum bar
segments
2
Typical gap between seat liners
3
9 mm (0.37") typ. braze length. Braze
along sides of slot only — 16 places
4
3280 mm (129.13") diameter
5
Braze along top of segments
6
Weld typ. 16 segments
7
Weld typ. 16 segments
8
5 mm (0.20") weld must be recessed to
this dimension
32
5
m
m
10 mm (.39")
24 mm (.94")
19 mm
9 mm 100 mm-300 mm
50 mm-150 mm
50 mm-150 mm
16
1
2
3
4
5
6
7
8
(.35") (4"-12")
(2"-6")
(2"-6")
(.75")
(1
2.
8"
)R
EF
segments
Summary of Contents for MP1000
Page 1: ...Nordberg MP Series Cone Crusher ...
Page 2: ......
Page 4: ......
Page 6: ......
Page 8: ......
Page 64: ...SECTION 0 SAFETY 0 56 MP SERIES CONE CRUSHER TECHNICAL REFERENCE MANUAL ...
Page 66: ......
Page 74: ......
Page 154: ...Countershaft and Countershaft Box Callout Description 1 Countershaft 2 Countershaft box 1 2 ...







































































