



























25
24.11.14 / V 01.0-E
Operation
18. Operation
Vor dem Arbeitsbeginn
Before starting the work
1. Check the material to be processed.
Can the material be milled
Check the drawing (bevel angle, size, processing )
2. Pay attention to a sufficient fixation of the material
For safety reasons,
To reduce vibration (improves the service life of the indexable inserts)
3. Prepare the machine
Select the required milling head off (bevel angle)
Mount it with the correct inserts (depending on material)
Adjust the first cutting height
4.
Pay attention to a proper working environment
Ensure that the work area is free of tripping hazards
Ensure that nobody is in the area of the chips flying
Ensure that no flammable objects are in the worksplace
5.
Wear your personal protective equipment
Glasses, work gloves, hearing protection, safety shoes and
a leather apron
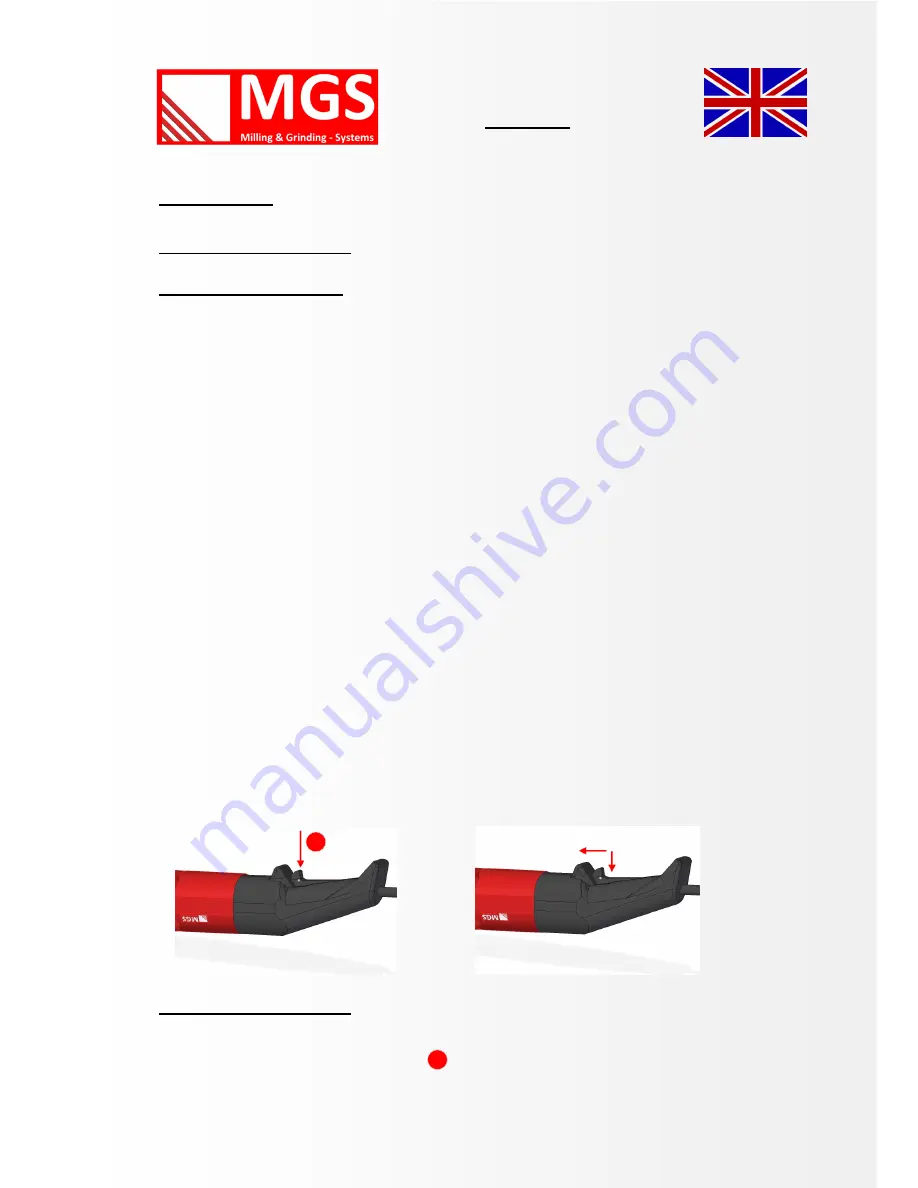
Mit der HBM R3 arbeiten:
To exclude accidental starting edge milling machine HBM R3, the starter of the machine
is equipped with a locking startup.
7
7







































































