





























28
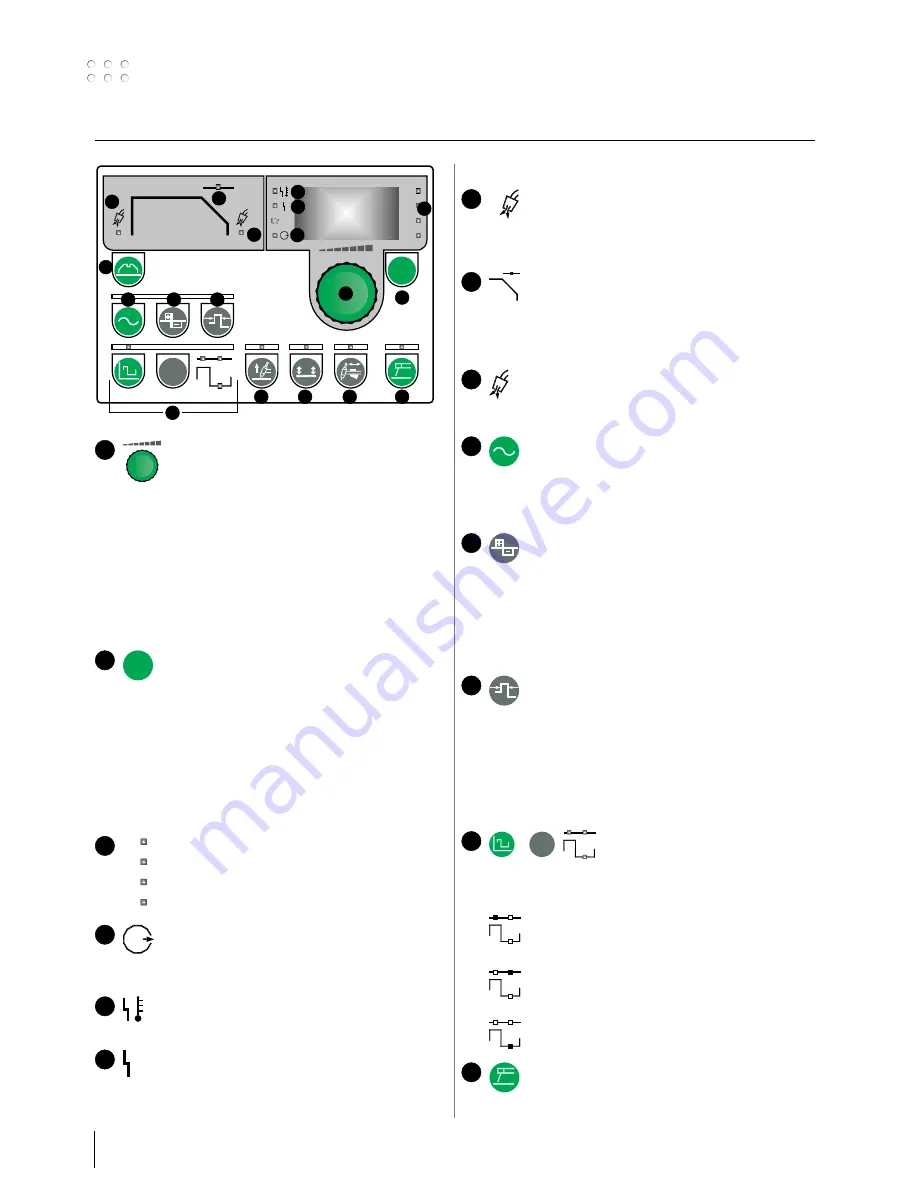
Besturingspaneel
FOCUS TIG 200 AC/DC
PFC
A
A
V
S
%
V
t
1
t
2
Besturingsknop
Alle parameters worden ingesteld door middel
van een besturingsknop. Deze parameters zijn
incl. stroom, slope-down tijd, etc.
Deze besturingsknop is geplaatst aan de rechterkant
van het besturingspaneel. Het digitale display toont de
waarde van de in te stellen parameter. Het symbool van
de parameter wordt aan de rechterkant van het digitale
display weergegeven.
Een parameter kan worden geselecteerd door middel
van de bewuste drukknop in het relevante deel van het
paneel. Een helder indicatielampje geeft de geselecteerde
parameter aan. De besturingsknop wordt dan gebruikt
voor het instellen van een nieuwe waarde.
Lasstroom / lasspanning
De drukknop kan gebruikt worden om de lasstroom
te tonen. Instelbaar van 5A tot 200A.
Wanneer het lasproces is gestopt, wordt in het display
de ingestelde lasstroom getoond. Echter, gedurende het
lassen wordt de actuele lasstroom getoond. Wanneer
tijdens het pulslassen gewisseld wordt tussen lasstroom en
basisstroom en dit wisselen gaat sneller dan we kunnen
waarnemen wordt automatisch de gemiddelde waarde
getoond. Om de boogspanning te tonen, druk de knop
ca. 3 seconden in ( alleen voor Tig DC en MMA DC). Om de
lasstroom te tonen, druk opnieuw “A” in.
Parametersymbolen
Symbolen die weergegeven worden bij de
geselecteerde parameter.
Lasspanning-indicator
De lasspanning-indicator licht op uit veiligheids-
redenen op om aan te tonen dat er spanning over de
aansluitpluggen staat.
Temperatuur-indicator
De temperatuur-indicator licht op als het lassen
onderbroken wordt door oververhitting van de machine.
Voedingfout-indicator
De voedingfout-indicator licht op wanneer de spanning
meer dan 25% lager is dan de nominale spanning.
A
1
2
2
3
3
A
V
S
%
4
4
5
Secundaire parameters
Gasvoorstroom [s]
Gasvoorstroomtijd is de tijdperiode waarin gas
stroomt nadat de toortsschakelaar is ingedrukt en voor de HF
boog tot stand gekomen is, of tot de toorts van het werkstuk
gehaald wordt bij het LIFTIG proces. Variabel 0-10 sec.
Downslope [s]
Wanneer de lasboog eenmaal gestopt is door de
toortsschakelaar te activeren, gaat de machine naar de
downslopefase. Gedurende deze fase wordt de lasstroom
gereduceerd naar de eindstroom, deze downslope-tijd is in
te stellen van 0-20 seconden in stappen van 0,1 sec.
Gasnastroom [s]
Gasnastroomtijd is de tijdsperiode waarin het gas
stroomt nadat de lasboog gedoofd is en is trappenloos
instelbaar tussen 0-20 sec.
Stroomtype (TIG AC/DC)
Het is mogelijk om voor AC (wisselstroom) of DC
(gelijkstroom) te kiezen. In het TIG-lasproces wordt AC
gebruikt voor het lassen van aluminium en haar legeringen,
terwijl DC wordt gebruikt voor het lassen van andere
materialen.
AC-t-balans (tijd gebaseerd) (TIG AC/DC)
Aanpassing van de reinigingsfunctie gedurende het
AC TIG lassen van aluminium en zijn legeringen. Deze functie
is een tijdgebaseerde balans tussen de positieve en negatieve
halfperiode.
Aanpassing is mogelijk tussen 20 en 80 procent weergegeven
als percentage van het negatieve deel van de periodetijd.
De afstelling moet zodanig zijn dat er een geschikte
reinigingszone rond het smeltbad is ontstaan.
Elektrode voorverwarming (TIG AC/DC)
De lengte van de voorverwarmingsperiode hangt af
van zowel de diameter van de elektrode als de hoek van de
elektrodepunt alsmede de grootte van de bal aan het einde
van de elektrode.
Aanpassing is mogelijk van 1 tot 15, met 1 als minimum
en 15 als max. Wanneer de periode te kort is, zal de
lasboog kort na ontsteking doven. Bij een te lange
voorverwarmingsperiode zal de grootte van de bal aan het
einde van de elektrode toenemen.
Trage puls
(TIG DC en TIG AC)
Wordt gebruikt bij de selectie van een trage puls. De puls-
stroom is gelijk aan de ingestelde stroom. Aanpassingen zijn
mogelijk:
Pulstijd
In te stellen in DC van 0,01 tot 10 sec en
in AC van 0,1 tot 10 sec., in stappen van 0,01 s.
Pauzetijd
In te stellen in DC van 0,01 tot 10 sec en
in AC van 0,1 tot 10 sec. in stappen van 0,01 s.
Basisstroom
In te stellen van 10 tot 90% van de piekstroom.
Elektrode lassen (MMA)
Wordt gebruikt bij de selectie van elektrodelassen.
Het is niet mogelijk om het lasproces gedurende het lassen
te veranderen.
6
10
7
1
V
5
6
9
8
7
t
1
8
9
t
2
10
11
12
17
13
14
11
12
13
15
16
18
14







































































