





























44
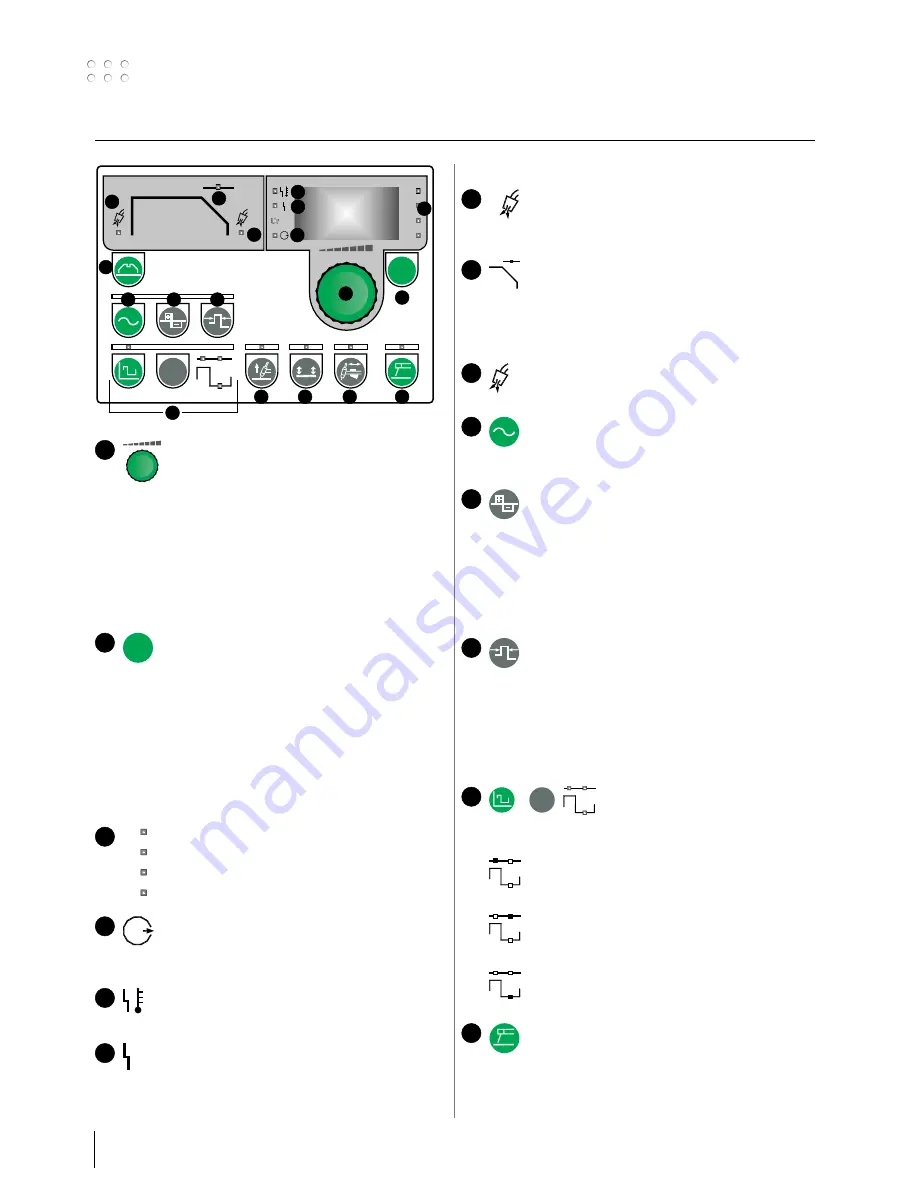
Panel sterowania
FOCUS TIG 200 AC/DC
PFC
A
A
V
S
%
V
t
1
t
2
Gałka sterowania
Wszelkie parametry ustawia się za pomocą
jednej gałki sterowania. Obejmują one prąd, czas
opadania, itd.
Gałka ta znajduje się po prawej stronie panelu sterowania.
Cyfrowy wyświetlacz ukazuje wartość ustawianego
parametru. Jego jednostka miary ukazana jest po prawej
stronie wyświetlacza.
Parametr wybieramy za pomocą danego przycisku w
odpowiedniej sekcji. Zapalenie się wskaźnika sygnalizuje
wybrany parametr. Następnie gałką sterowania ustawiamy
nową wartość.
Prąd spawania
Przycisku używamy do wyświetlenia prądu
spawania. Zakres regulacji: od 5A do 200A.
Po zatrzymaniu procesu spawania, na wyświetlaczu
ukazany jest prąd nastawiony, jednak w trakcie spawania
ukazany jest prąd rzeczywisty. W trakcie spawania z
pulsem, średni prąd spawania ukazuje się automatycznie,
gdy zmiany pomiędzy prądem spawania a prądem
podstawowym są zbyt szybkie do odczytania. Przytrzymaj
przycisk przez 3 sekundy, w celu wyświetlenia napięcia
łuku (dotyczy TYLKO TIG DC oraz MMA DC). Naciśnij „A”
po raz kolejny, aby wyświetlić prąd spawania.
Jednostki parametrów
Jednostki miary wybranych parametrów.
Wskaźnik napięcia spawania
Wskaźnik ten zapala się ze względów
bezpieczeństwa i w celu wskazania, czy złącza wyjściowe
są pod napięciem.
Wskaźnik błędu przegrzania
Wskaźnik ten zapala się, gdy spawanie zostaje
przerwane z powodu przegrzania się spawarki.
Wskaźnik błędu sieci
Wskaźnik błędu sieci zapala się, gdy napięcie sieciowe
jest o ponad 25% niższe od znamionowego napięcia
sieciowego.
A
1
2
2
3
3
A
V
S
%
4
4
5
Parametry drugorzędowe
Gaz przed spawaniem [s]
Wypływ gazu w czasie od naciśnięcia spustu do
utworzenia łuku HF, lub do uniesienia uchwytu nad
obrabiany materiał w procesie LIFTIG. Zakres: 0-10 s.
Opadanie prądu [s]
Gdy spawanie ustaje po naciśnięciu spustu, spawarka
wchodzi w etap opadania prądu. W tym etapie, prąd
spada od wartości prądu spawania do Final Amp w czasie
nazwanym czasem opadania, ustawianym w zakresie 0-20 s.
w krokach po 0,1 s.
Gaz po spawaniu [s]
Funkcja ta oznacza czas, w którym gaz wypływa po
wygaszeniu łuku; zakres czasu wypływu: 0-20 s.
Rodzaj prądu (TIG AC/DC)
Można wybrać albo AC (prąd zmienny), albo DC (prąd
stały). W procesie TIG, AC używamy do spawania aluminium i
jego stopów, a DC w spawaniu innych materiałów.
Równowaga AC-t (zależna od czasu)
(TIG AC/DC)
Regulacja funkcji rozdrobnienia w spawaniu aluminium i
jego stopów w trybie AC TIG. Funkcja ta dotyczy równowagi
pomiędzy czasem dodatniego i ujemnego półokresu.
Regulacja jest możliwa w zakresie 20-80 procent, a wartość w
procentach opisuje czas półokresu ujemnego. Regulacja trwa
do czasu ustanowienia właściwej strefy rozdrobnienia wokół
jeziorka.
Wstępne nagrzewanie elektrody (TIG AC/DC)
Długość okresu nagrzewania zależy od średnicy
elektrody i kąta zaostrzenia wierzchołka elektrody, jak i od
rozmiaru kulki na końcu elektrody.
Regulacja jest możliwa w zakresie 1-15, gdzie 1 oznacza
minimalny, a 15 maksymalny okres nagrzewania. Jeśli
okres jest zbyt krótki, łuk pomocniczy wygaśnie wkrótce po
zajarzeniu. Rozmiar kulki na końcu elektrody wzrośnie, jeśli
okres wstępnego nagrzewania będzie zbyt długi.
Powolny puls (TIG DC i TIG AC)
Przyciskiem tym wybieramy powolny
puls. Prąd pulsujący równy jest prądowi nastawionemu.
Istnieje możliwość regulacji:
Czasu pulsu
Regulacja w zakresie 0,01-10 s. w DC i 0,1-10 s. w AC,
w krokach po 0,01 s.
Czasu przerwy
Regulacja w zakresie 0,01-10 s. w DC i 0,1-10 s. w AC,
w krokach po 0,01 s.
Natężenia podstawowego
Regulacja w zakresie od 10 do 90% prądu
pulsacyjnego.
Spawanie elektrodą (MMA)
Przyciskiem tym wybieramy spawanie elektrodą. Nie
można zmienić procesu spawalniczego w trakcie spawania.
6
10
7
1
V
5
6
9
8
7
t
1
8
9
t
2
10
11
12
17
13
14
11
12
13
15
16
18
14







































































