




























48
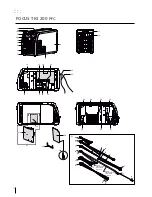
Řídící panel
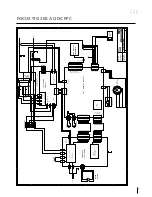
FOCUS TIG 200 AC/DC
PFC
A
A
V
S
%
V
t
1
t
2
Řídící knoflík
Hodnoty všech funkcí zdroje se nastavují jediným
ovládacím knoflíkem umístěným pod displejem,
který zobrazuje hodnoty. Jednotky nastavovaných funkcí
jsou indikovány rozsvícením LED diod umístěných napravo
od displeje.
Volba jednotlivých funkcí se provádí pomocí kláves,
činnost zvolených funkcí je zobrazena rozsvícením LED
diody.
Svařovací proud
Stiskem tohoto tlačítka je možné nastavit ovládacím
knoflíkem hodnotu svařovacího proudu v případě, že
je zvolena interní regulace proudu. Rozsah nastavení je
5-200 A. Po ukončení svařování je zobrazena hodnota
nastaveného proudu, během svařování je zobrazena
skutečná hodnota proudu.
Během svařování s pulsací je zobrazena střídavě hodnota
svařovacího a bázového proudu do doby, kdy je displej
schopen tyto hodnoty zobrazit. Pokud je šířka pulsu a
prodlevy příliš malá, displej zobrazuje hodnotu středního
proudu.
Stiskem tlačítka na dobu 3 s se zobrazí napětí (platí POUZE
pro TIG DC a MMA DC). Dalším stiskem tlačítka “A” se vrátí
zobrazení svařovacího proudu.
Jednotky nastavení a měření
Jednotka nastavované funkce je zobrazena
rozsvícením diody u příslušné veličiny.
Svařovací napětí
Z bezpečnostních důvodů se rozsvítí, je-li elektroda
nebo TIG hořák pod napětím.
Přehřátí
Rozsvítí se při přehřátí, po ochlazení zdroje zhasne.
Porucha napájení
Rozsvícení signalizuje, že síťové napětí je o vice než
25% nižší než jmovité síťové napětí.
A
1
2
2
3
3
A
V
S
%
4
4
5
Sekundární parametry
Předfuk plynu [s]
Předfuk je čas, kdy plyn proudí po stisknutí spouště
před HF zapálením oblouku nebo dokud není při LIFTIG
zapalování oddálený hořák od svařence. Rozsah 0-10s.
Doběh proudu [s]
Po stisknutí spouště pro ukončení svařování, stroj
přejde do režimu doběhu proudu, kdy se svařovací proud
snižuje na proud koncový. Doběh se nastavuje v rozsahu
0-20s v krocích po 0,1s.
Dofuk plynu [s]
Doba proudění plynu po zhasnutí oblouku.
Rozsah 0-20s.
Typ svařování (TIG AC/DC)
Volba AC (střídavý) nebo DC (stejnosměrný) režim.
TIG AC svařování se používá pro hliník a jeho slitiny, TIG
DC svařování je pro ostatní materiály.
AC-t-balance (časová závislost) (TIG AC/DC)
Poměr času mezi kladnou (čistící) a zápornou
(svařující) půlvnou při AC svařování. Rozsah 20-80%
záporné půlvny. Tato funkce čistí material zejména při
začátku svařování, kdy je ještě studený.
Čistící půlvlna zajišťuje vytvoření správné taveniny bez
oxidu hliníku, který je izolantem, na jejím povrchu.
Předehřev elektrody (TIG AC/DC)
Doba předehřevu elektrody závisí na průměru
wolframové elektrody, úhlu nabroušení a na velikosti
kaloty na konci elektrody. Nastavení je možné v rozsahu
1-15, kde 1 je minimální hodnota a 15 maximální hodnota.
Pokud je doba předehřevu příliš krátká, projevuje se
to krátkým zapalovacím impulsem, který může vést
ke zhasnutí oblouku. Pokud je doba předehřevu příliš
dlouhá, je elektroda výrazně tepelně zatěžována, což se
projeví tvorbou kaloty ve tvaru koule na konci elektrody.
Pulzace (TIG DC a TIG AC)
Při pulzaci se střídají proud svařovací
a proud bázový:
Šířka pulzu
Rozsah 0,01-10 s (DC) a 0,1-10 s (AC),
v krocích 0,01s
Šířka prodlevy
Rozsah 0,01-10 s (DC) a 0,1-10 s (AC),
v krocích 0,01s
Bázový proud
Rozsah 10-90% svařovacích proudu.
Elektrodové svařování (MMA)
Pro svařování obalenou elektrodou. TIG/MMA
nelze přepínat při svařování.
Regulace z hořáku /
Dálkový regulátor – (7-pól konektor)
Svařovací proud může být dálkově regulován z hořáku
nebo regulátoru. Maximální hodnotou je hodnota
nastavená na čelním panelu. Minimum je 5A.
6
10
7
1
V
5
6
9
8
7
t
1
8
9
t
2
10
11
12
17
13
14
11
12
13
15
16
18
14
15







































































