





























Migomag ACDC 200
Model No MOMACDC
16
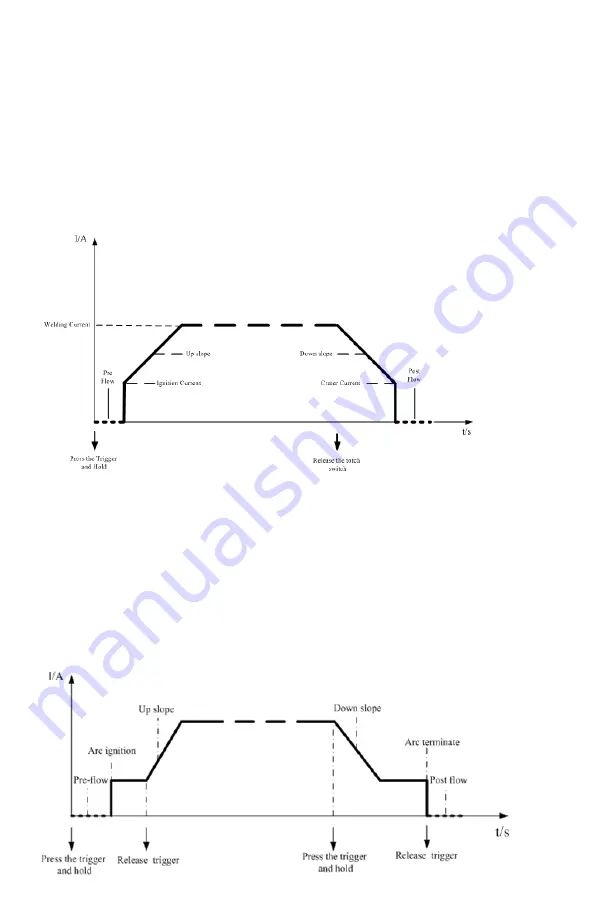
2.3.2 2T Normal Mode
In this mode, the torch trigger must remain depressed for the welding output to be active.
Press and hold the torch trigger for Ignition in the 2T mode, there is the function for up slope
and down slope function it is set by timer on the function panel of the machine by the arrow
buttons by scrolling (5 on page 10) to the up slope light when it is laminated on the panel
then you can adjust by item (6 on page 10) time is from 0-15sec when you want to set the
down slope time, it’s the same pushing the arrow button until the light is laminated on down
slope and use item (6 on page 10) to set the time it’s from 0-15 sec.
When welding the up slope will weld for the time set and for down slope time will run from
when your release the trigger on the torch. After you finishing welding the down slope time
will start until the time period is finished and then if post gas will run for the time set and
then the welding arc will stop welding.
2.3.2 4T Latch Mode
This mode of welding is mainly used for long welding runs to reduce operator fatigue. In this
mode the operator can press and release the torch trigger and the output will remain active.
To deactivate the power source, the trigger switch must again be depressed and realized,
thus eliminating the need for the operator to hold the torch trigger.
Note that when operating in GTAW (HF and LIFT TIG modes), the power source will remain
activated until the selected down slope time has elapsed.
NOTE: This Up Slope operates in (4T) TIG modes only and is used to set the time for the weld
current to ramp up, after the torch trigger switch has been pressed then released, from
Initial Current to High or BASE current.







































































