





























User Manual of DH-300/400 Full Automatic Soldering Robot
54
at 380°C.
3.
Clean the soldering iron with the cleaning sponge. The cleaning sponge
shall be kept clean. Please do not add more water or be too dry. If more
water is added in the cleaning sponge, the oxidation rate of the welding tip
will be increased. If the cleaning sponge is too dry, the tin coating and the
chromium coating on the welding tip surface will be destroyed.
4.
When the welding tip is not in use, the soldering iron shall not be in the
high temperature state for a long time. If the welding tip is in the high
temperature state, the soldering flux on the welding tip will be converted
into an oxide to weaken greatly the heat conduction function of the
welding tip and accelerate the oxidation.
5.
When the welding tip is out of service, new tin layer shall be added after
cleaning to prevent it from being oxidized.
3.3.6 Maintenance of Soldering Bit
Inspection and cleaning method of soldering bit
1.
Set the temperature to 250°C.
2.
After the temperature is stable, clean the soldering bit with the cleaning
sponge, and inspect the status of soldering iron.
3.
If the tin coating of soldering bit contains the black oxide, new tin layer
can be plated, and then clean the soldering bit with the cleaning sponge.
Repeatedly clean in this way until the oxide is removed thoroughly, and
then plate new tin layer.
Note: Never get rid of the oxide on the soldering bit with the file.
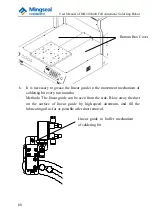
Recovery method of non-wetting soldering bit
1.
Remove the soldering bit from the soldering pencil rod of the machine
after the soldering bit is cooled.
2.
Get rid of dirt and oxides on the tin plating surface of the soldering bit
with 80# polyurethane abrasive foam or 100# emery paper.







































































