



























- 123 -
РАБОЧИЕ ПРОЦЕДУРЫ • NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAIS
РУССКИЙ
ESPAÑOL
6.
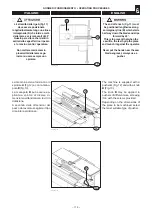
Нарезка шипов
Нарезка шипов - это операция
фрезерования торца брусковой
детали (поперек волокон) для
формирования шипов M (рис.16)
и проушин F.
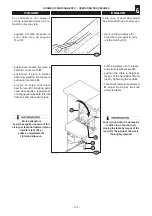
Для выполнения этой операции
н а д л е ж и т и с п о л ь з о в а т ь
каретку с установленным на
н е й ш и п о р ез н ы м с т ол и к о м
(рис.17). При этом линейка A
с противоскольной пластиной
должна быть установлена, как
указано в параграфе 4.3.6.
Использовать специальный кожух
C для нарезки шипов.
Ослабив барашковые винты D
отрегулировать ограждения E и
F так, чтобы они максимально
закрывали инструмент.
Всегда закреплять заготовку
прилагаемым прижимом.
Нарезка шипов должна
выполняться только на скорости
вращения шпинделя 4250 об/мин.
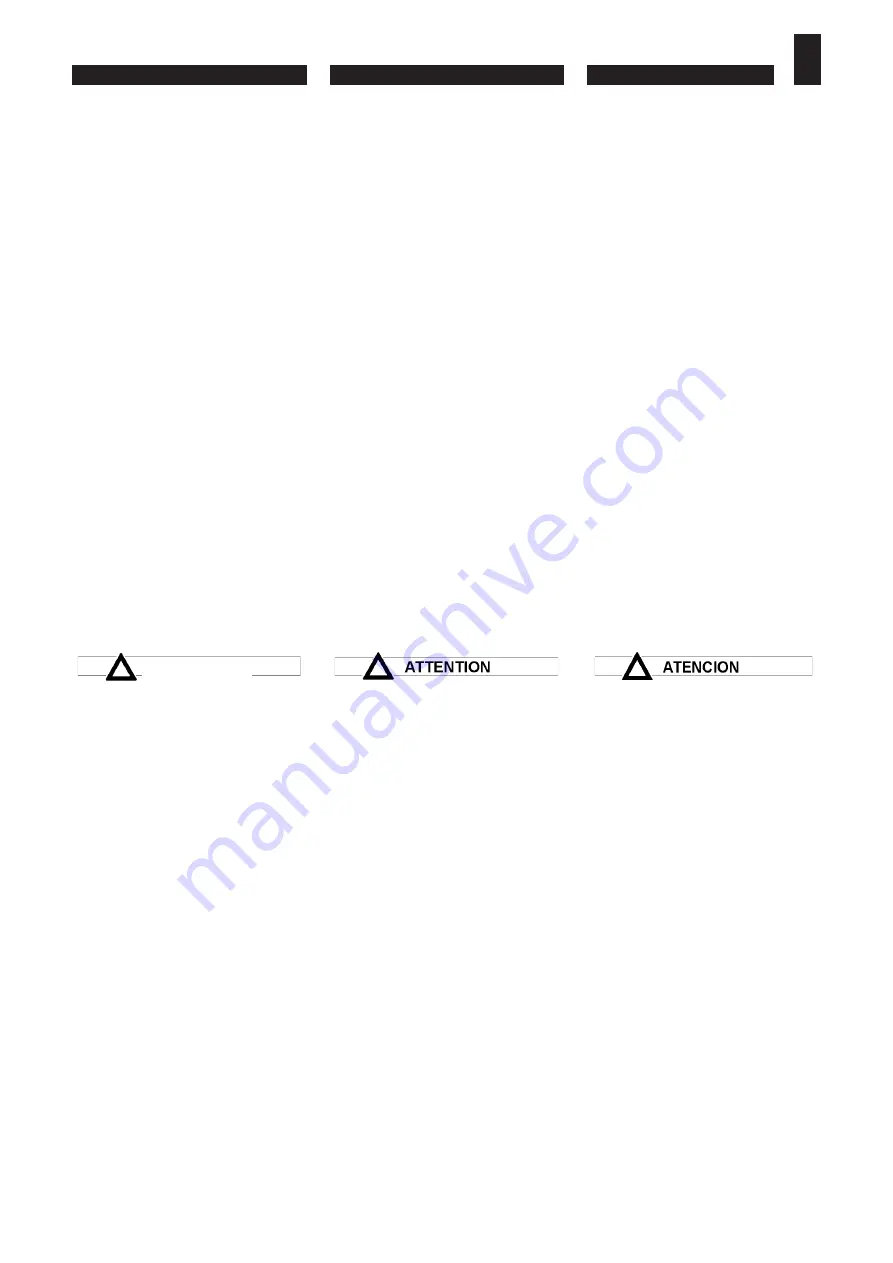
Д л я п о в ы ш е н и я к ач ес т ва
сборки конструкции в вайме
рекомендуется
– настроить глубину проушин на
поперечном элементе рамы
на 0,5 мм меньше ширины
в е р т и к а л ь н о г о э л е м е н т а
(рис.18);
– настроить глубину проушин на
вертикальном элементе рамы
на 0,5 мм меньше ширины
поперечного элемента (рис.18).
Ténonnage
Le tenonnage est un fraisage de tête
(en travers le la veine) qui doit être
effectué pour obtenir des encastre-
ments entre tenon mâle
M
(fi g. 16)
et tenon femelle
F
.
Effectuer cette opération avec le
chariot mobile, en montant la tablette
de tenonnage prévue à cet effet (fi g.
17) et en plaçant le guide
A
avec
le pare-éclats comme l'indique la
rubrique 4.3.5.
Utiliser le protecteur à tenonner
C
approprié.
Agir sur les pommeaux
D
et régler
les protections
E
et
F
de manière à
recouvrir l’outil au maximum.
Bloquer toujours la pièce en
utilisant le presseur fourni en
équipement.
Le tenonnage doit être effectué
exclusivement avec la vitesse de
rotation de l’arbre à
4250 tours/min.
Pour faciliter l’assemblage:
– régler la profondeur du ténon 0,5
mm. inférieure à la largeur du
montant (fi g.18);
– régler la profondeur de la mortaise
0,5 mm. inférieure à la largeur de
la 1.ère traverse (fi g. 18).
Ensamble de espiga y caja
Sacar espigas es una operación de
fresado principal (contra el grano)
que se realiza para obtener articula-
ciones entre espigas macho
M
(fi g.
16) y espigas hembra
F
.
Efectuar esta operación con el carro
deslizante, instalado en la mesa de
espigado (fi g. 17) y preparando la
guía
A
con el protector contra astillas
como indica el párrafo 4.3.5.
Usar la apropiada envoltura para
ensamblar
C
.
Servirse de las perillas
D
y regular
las protecciones
E
y
F
para cubrir la
herramienta lo máximo posible.
Bloquear siempre la pieza utilizando
la prensa que se entrega con la
máquina.
El espigado debe ser efectuado
exclusivamente con una velocidad
de rotación del árbol de 4250 rev/
min.
Para un mejor montaje en la
prensa, hacer lo siguiente:
– regular la profundidad de las espi-
gas macho 0,5 mm inferiores a la
anchura del montante (fi g. 18);
– regular la profundidad de las espi-
gas hembra 0,5 mm inferiores a la
anchura del través (fi g. 18).
ВНИМАНИЕ

























































