


























MDS-E/EH Series Instruction Manual
5 Servo Adjustment
289
IB-1501229-F
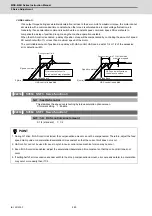
< Adjustment methods >
[1] Confirm that the motor side circle accuracy measured with the NC sampling function is appropriate.
[2] In this state, measure the machine side low-speed and high-speed circle path without machine end
compensation control. The difference of the high-speed circle path and low-speed circle path is the amount
that path has swelled due to the spring effect of the machine system. Calculate the SV065 setting value with
the following expression using this amount as the compensation amount.
[3] Input the value calculated in step [2] into SV065. Measure the high-speed circle path. If the shape is still
elliptical, adjust by increasing/decreasing the SV065 value in 1/10 units.
[4] Confirm that there is no problem with the low-speed circle path.
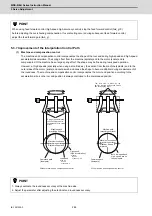
Example of low-speed and high-speed roundness measurement for adjusting machine compensation
【
#2265
】
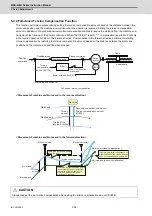
SV065 TLC Machine end compensation gain
The shape of the machine end is compensated by compensating the spring effect from the machine
end to the motor end.
Set the machine end compensation gain. Measure the error amount by roundness measurement
and estimate the setting value by the following formula.
Compensation amount (
μ
m) = Command speed F (mm/min)2 * SV065 / (Radius R (mm) * SV003 *
16,200,000)
Set to "0" when not using.
---Setting range---
-30000 to 30000 (Acceleration ratio 0.1%)
When using grid encoder
When using DBB measurement
Acceleration
Low speed
(reference circle)
R=25 [mm], F=500 [mm/min]
R=100 [mm], F=1000 [mm/min]
0.00028G
High-speed
(when adjusting
compensation amount)
R=25 [mm], F=10000 [mm/min]
R=100 [mm], F=20000 [mm/min]
0.11G
POINT
1. To confirm the machine's spring element, adjust the electrical end roundness, and then machine roundness while
changing the cutting speed. Confirm that the error increases with the speed.
2. The electrical roundness will have an error on the inner side when machine end compensation control is used.
CAUTION
If an excessive value is set in the machine end compensation gain (SV065), the machine could vibrate when stopping,
resulting in a dangerous state.
SV065 =
Compensation amount [μm]
x
radius R [mm]
x
SV003 x 16,200,000
(command speed F [mm/min])
2
Summary of Contents for MDS-E
Page 1: ......
Page 3: ......
Page 15: ......
Page 17: ......
Page 19: ......
Page 21: ......
Page 31: ......
Page 32: ...1 IB 1501229 F 1 Installation ...
Page 76: ...45 IB 1501229 F 2 Wiring and Connection ...
Page 132: ...101 IB 1501229 F 3 Safety Function ...
Page 142: ...111 IB 1501229 F 4 Setup ...
Page 277: ...MDS E EH Series Instruction Manual 4 Setup 246 IB 1501229 F ...
Page 278: ...247 IB 1501229 F 5 Servo Adjustment ...
Page 351: ...MDS E EH Series Instruction Manual 5 Servo Adjustment 320 IB 1501229 F ...
Page 352: ...321 IB 1501229 F 6 Spindle Adjustment ...
Page 404: ...373 IB 1501229 F 7 Troubleshooting ...
Page 455: ...MDS E EH Series Instruction Manual 7 Troubleshooting 424 IB 1501229 F ...
Page 456: ...425 IB 1501229 F 8 Maintenance ...
Page 475: ...MDS E EH Series Instruction Manual 8 Maintenance 444 IB 1501229 F ...
Page 476: ...445 IB 1501229 F 9 Power Backup System ...
Page 494: ...463 IB 1501229 F 10 Appx 1 Cable and Connector Assembly ...
Page 504: ...473 IB 1501229 F 11 Appx 2 D A Output Specifications for Drive Unit ...
Page 514: ...483 IB 1501229 F 12 Appx 3 Protection Function ...
Page 523: ...MDS E EH Series Instruction Manual 12 Appx 3 Protection Function 492 IB 1501229 F ...
Page 524: ...493 IB 1501229 F 13 Appx 4 Compliance to EC Directives ...
Page 528: ...497 IB 1501229 F 14 Appx 5 EMC Installation Guidelines ...
Page 540: ...509 IB 1501229 F 15 Appx 6 Higher Harmonic Suppression Measure Guidelines ...
Page 550: ......
Page 554: ......







































































