





























3. Program Error
I - 77
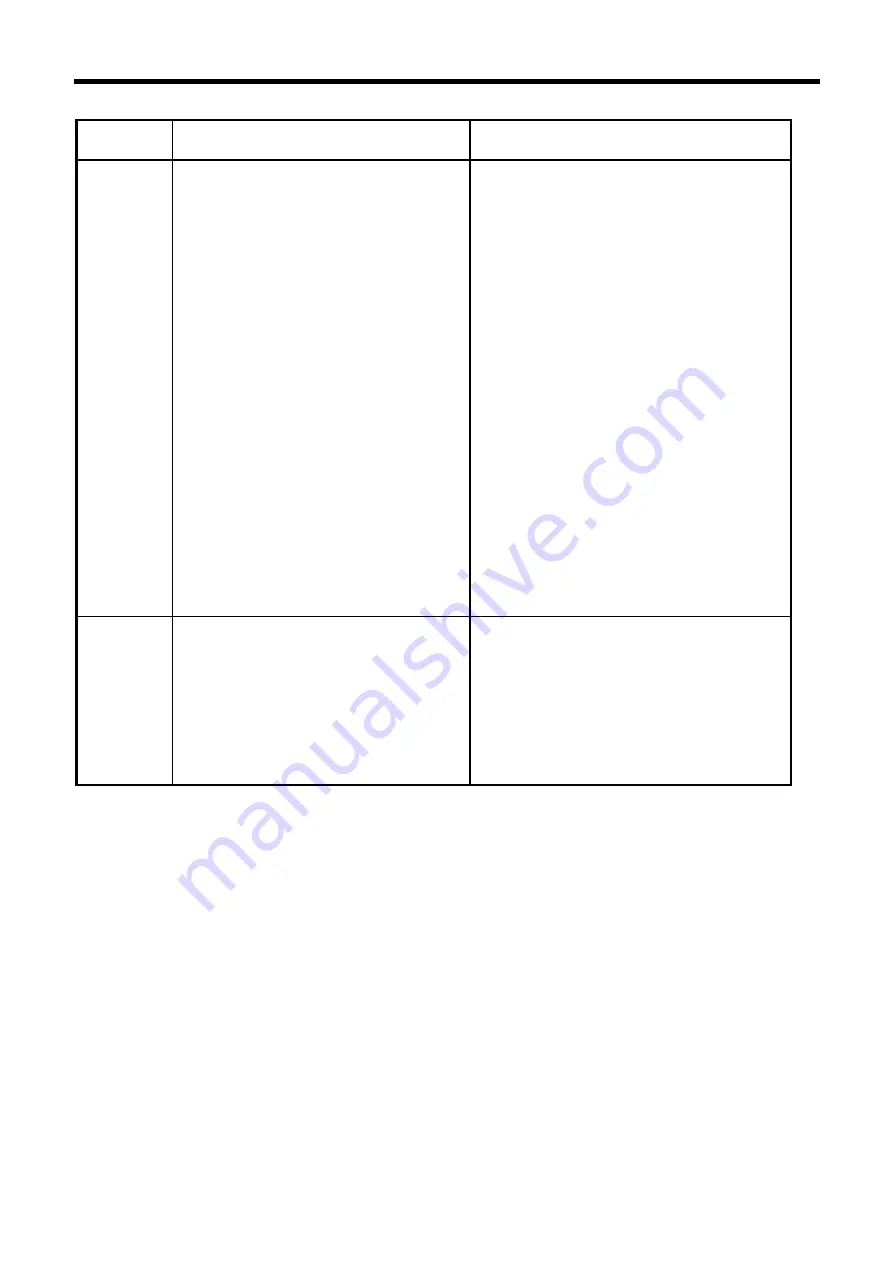
Error No.
Details
Remedy
P482
MILL ILL. AXIS
• A rotary axis was commanded during the
milling mode.
• Milling was executed even though an
illegal value was set for the milling axis
No.
• Cylindrical interpolation or pole
coordinate interpolation was commanded
during mirror image.
• Cylindrical interpolation or pole
coordinate interpolation was commanded
before the tool compensation was
completed after the T command.
• G07.1 was commanded when cylindrical
interpolation was not possible (there is no
rotary axis, or external mirror image is
ON).
• G12.1 was commanded when polar
coordinate interpolation was not possible.
• An axis other than a cylindrical coordinate
system axis was commanded during
cylindrical interpolation.
• Check the machining program, parameters
and PLC I/F signal.
P484
MILL AXIS RET.
• Movement was commanded to an axis
that had not completed reference point
return during the milling mode.
• Movement was commanded to an axis
that had not completed reference point
return during cylindrical interpolation or
pole coordinate interpolation.
• Carry out manual reference point return.
Summary of Contents for MELDAS 60 Series
Page 1: ......
Page 2: ......
Page 4: ......
Page 6: ......
Page 10: ......
Page 13: ...I EXPLANATION OF ALARMS ...
Page 14: ......
Page 95: ...II EXPLANATION OF PARAMETERS ...
Page 96: ......
Page 443: ......







































































