




















Chapter 9 Setup
9–8
9-2-2 Parameters set according to feedrate
The following parameters are determined according to each axis' feedrate.
No. Abbrev.
Parameter
name
Explanation
SV023
OD1
Excessive error detection
width at servo ON
SV026
OD2
Excessive error detection
width at servo OFF
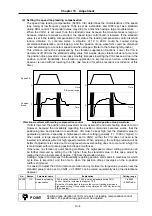
A protective function will activate if the error between the position command and
position feedback is excessive. If the machine load is heavy and problems
occur with the standard settings, gradually increase the setting value.
<Calculation of standard setting value>
OD1 = OD2 =
Max. rapid traverse rate (mm/min)
60
×
PGN1
× 0.5 (mm)
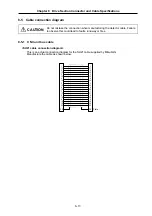
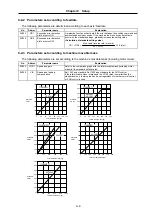
9-2-3 Parameters set according to machine movable mass
The following parameters are set according to the machine's movable mass (including motor mass).
No. Abbrev.
Parameter
name
Explanation
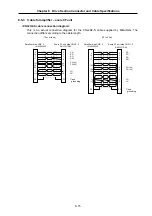
SV005
VGN1
Speed loop gain.
Refer to the comparison graph with the total movable mass (including motor
mass) for the standard setting value.
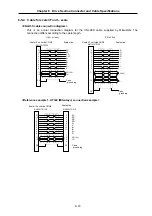
SV008
VIA
Speed loop leading
compensation
Set 1364 as a standard. Set 1900 as a standard for the SHG control.
If the total movable mass is large and the VGN1 value is smaller than the
standard value, a lower value can be set regardless of whether normal control
or SGH control is used.
0
0
20
40
60
80
100
Total movable mass (kg)
Standard
VGN1
〈
LM-NP
〉
100
200
300
400
500
600
700
120
140
2S-05M
0
0
40
80
120
160
200
Total movable mass (kg)
Standard
VGN1
〈
LM-NP
〉
100
200
300
400
500
600
700
240
280
2M-10M
4S-10M
0
0
100
200
400
Total movable mass (kg)
Standard
VGN1
〈
LM-NP
〉
100
200
300
400
500
600
700
300
500
2L-15M
4M-20M
0
0
100
200
300
400
500
Total movable mass (kg)
Standard
VGN1
〈
LM-NP
〉
100
200
300
400
500
600
700
600
700
4L-30M
0
0
200
400
800
Total movable mass (kg)
Standard
VGN1
〈
LM-NP
〉
100
200
300
400
500
600
700
600
1000
4G-40M