
























Chapter 10 Adjustment
10–3
10-2 Gain adjustment
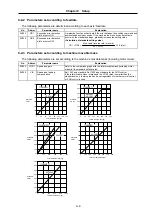
10-2-1 Current loop gain
No.
Abbrev.
Parameter name
Explanation
Setting range
SV009
IQA
Current loop q axis leading
compensation
1 to 20480
SV010
IDA
Current loop d axis leading
compensation
1 to 20480
SV011
IQG
Current loop q axis gain
1 to 4096
SV012
IDG
Current loop d axis gain
This setting is determined by the motor's electrical
characteristics.
Basically set the standard parameters for all parameters.
(These are used for maker adjustments.)
1 to 4096
10-2-2 Speed loop gain
(1) Setting the speed loop gain
The speed loop gain (SV005: VGN1) is an important parameter for determining the
responsiveness of the servo control. During servo adjustment, the highest extent that this value
can be set to becomes important. The setting value has a large influence on the machine
cutting precision and cycle time.
①
To adjust the VGN1 value, first obtain the standard VGN1 to judge how much VGN1 is
required for the machine total movable mass. The standard VGN1 differs according to the
size of the machine's movable mass. Refer to the section "9-2-3 Parameters set according
to machine movable mass".
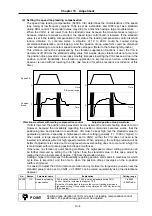
<When machine resonance does not occur at the standard VGN1>
Set the standard VGN1. Use the standard value if no problem (such as machine resonance)
occurs. If sufficient cutting precision cannot be obtained at the standard VGN1, VGN1 can be
raised above the standard value if a 70 percent margin is maintained in respect to the machine
resonance's occurrence limit. The cutting accuracy can also be improved by adjusting with the
disturbance observer.
<When machine resonance occurs at the standard VGN1>
Machine resonance is occurring if the shaft makes abnormal sounds when operating or
stopping, and a fine vibration can be felt when the machine is touched while stopped. Machine
resonance occurs because the servo control responsiveness includes the machine resonance
points. Machine resonance can be suppressed by lowering VGN1 and the servo control
responsiveness, but the cutting precision and cycle time are sacrificed. Thus, set a vibration
suppression filter and suppress the machine resonance (Refer to section "10-3-2 Vibration
suppression measures"), and set a value as close as possible to the standard VGN1. If the
machine resonance cannot be sufficiently eliminated even by using a vibration suppression filter,
then lower the VGN1.
No.
Abbrev.
Parameter name
Explanation
Setting range
SV005
VGN1
Speed loop gain
Set this according to the movable mass size.
If resonance occurs, adjust by lower the setting by 20% to 30% at a
time.
1 to 999
POINT
The final VGN1 setting value should be 70 to 80% of the largest value at which
machine resonance does not occur.
If the vibration suppression functions are used to suppress the resonance and
the VGN1 setting value is raised, the subsequent servo adjustment becomes
more favorable.







































































