

























Chapter 10 Adjustment
10–4
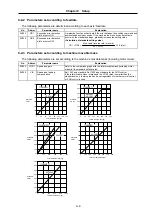
(2) Setting the speed loop leading compensation
The speed loop leading compensation (SV008: VIA) determines the characteristics of the speed
loop mainly at low frequency regions. 1364 is set as a standard, and 1900 is set as a standard
during SHG control. The standard value may drop for a machine having a large movable mass.
When the VGN1 is set lower than the standard value because the movable mass is large or
because machine resonance occurred, the speed loop control band is lowered. If the standard
value is set in the leading compensation in this status, the leading compensation control itself will
induce vibration. In concrete terms, a vibration of 10 to 20Hz could be caused during
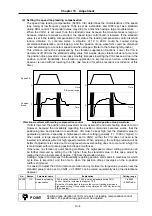
acceleration/deceleration and stopping, and the position droop waveform could be disturbed
when accelerating to a constant speed and when stopped. (Refer to the following left graphs.)
This vibration cannot be suppressed by the vibration suppression functions. Lower the VIA in
decrement of 100 from the standard setting value. Set a value where vibration does not occur and
the position droop waveform converges smoothly. Because lowering the VIA causes a drop in the
position control's trackability, the vibration suppression is improved even when a disturbance
observer is used without lowering the VIA. (Be careful of machine resonance occurrence at this
time.)
If VIA is lowered, the position droop waveform becomes smooth and overshooting does not occur.
However, because the trackability regarding the position commands becomes worse, that the
positioning time and precision are sacrificed. VIA must be kept high (set the standard value) to
guarantee precision, especially in high-speed contour cutting (generally F = 1000 or higher). In
other words, a large enough value must be set in VGN1 so that the VIA does not need to be
lowered in machines aimed at high-speed precision. When adjusting, the cutting precision will be
better if adjustment is carried out to a degree where overshooting does not occur and a high VIA
is maintained, without pursuing position droop smoothness.
If there are no vibration or overshooting problems, the high-speed contour cutting precision can
be further improved by setting the VIA higher than the standard value. In this case, adjust by
raising the VIA in increments of approx. 100 from the standard value.
Setting a higher VIA improves the trackability regarding position commands in machines for which
cycle time is important, and the time to when the position droop converges on the in-position
width is shortened.
It is easier to adjust the VIA to improve precision and cycle time if a large value (a value near the
standard value) can be set in VGN1, or if VGN1 can be raised equivalently using the disturbance
observer.
No.
Abbrev.
Parameter name
Explanation
Setting range
SV008
VIA
Speed loop leading
compensation
1364 is set as a standard. 1900 is set as a standard during SHG
control. Adjust in increments of approx. 100.
Raise the VIA and adjust to improve the contour tracking precision in
high-speed cutting. If the position droop vibrates (10 to 20Hz), lower the
VIA and adjust.
1 to 9999
(0.0687rad/s)
POINT
Position droop vibration of 10Hz or less is not leading compensation control
vibration. The position loop gain must be adjusted.
Vibration waveform with leading compensation control
Adjusted position droop waveform
0
0
0
0
Speed FB
Position
droop
Time
Time
D/A output range
Time
Time







































































