




























Chapter 10 Adjustment
10–29
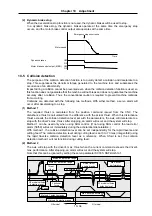
1) When power supply control axis is main axis (Example; When vertical axis is Z axis)
1)-1: When vertical axis is 1-axis driver
X axis
(B-V14/V24)
Y axis
(B-V14/V24)
Z axis
(B-V14)
Spindle
(B-SP)
Axis
Parameter
setting
Vertical
axis
1-axis servo
driver
Axis connected to
power supply
SV48 0 0
Set with
adjustments
SV55 0 0
Set same value as
SV48
SV56 0 0
Set same value as
rapid traverse time
constant
Spindle software version A5
or above is required. (Set
the spindle parameters
SP033 bitF to 1.)
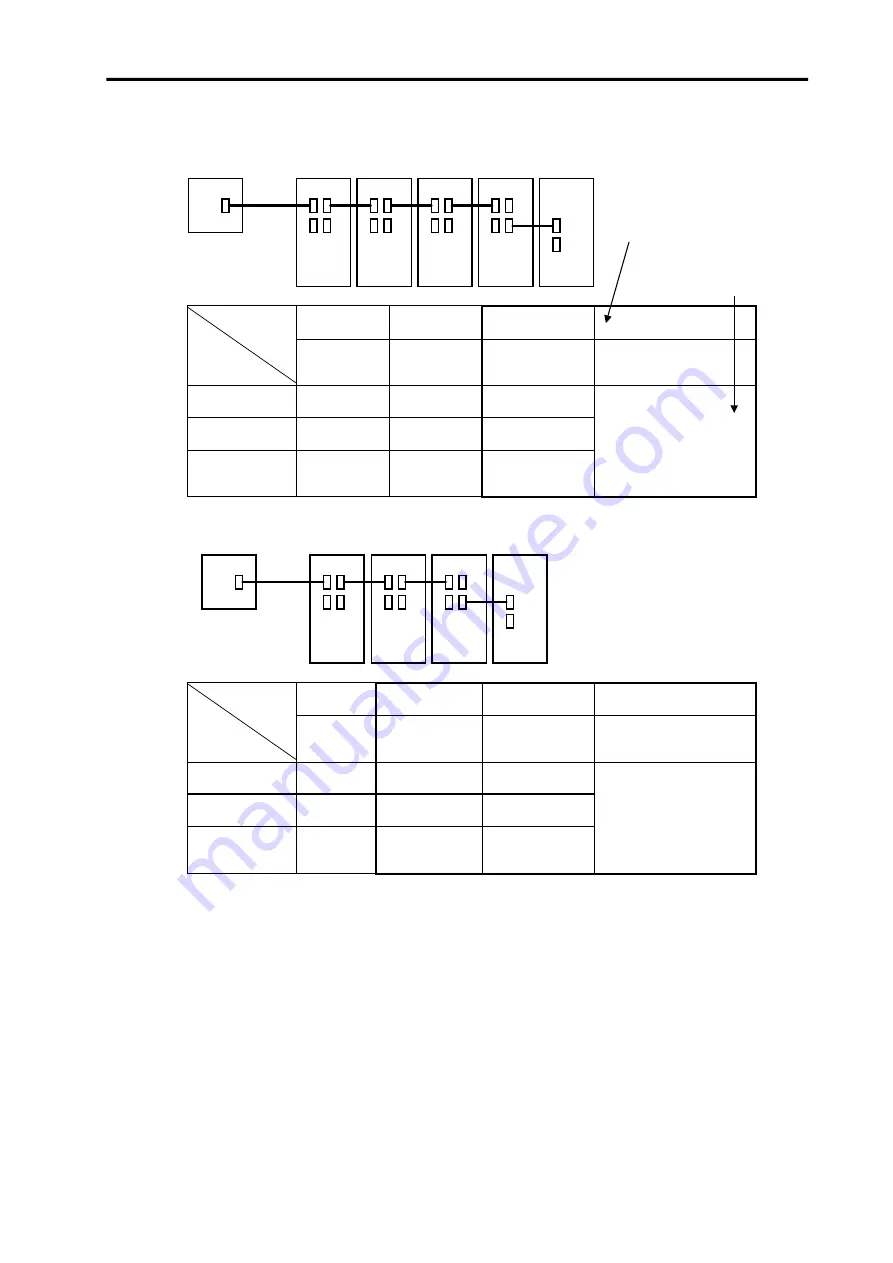
1)-2: When vertical axis is 2-axis driver
X axis
(B-V14/V24)
Y axis
(B-V24)
Z axis
(B-V24)
Spindle
(B-SP)
Axis
Parameter
setting
2-axis servo
driver
Vertical axis
2-axis servo
driver
Axis connected to
power supply
SV48 0
Set same value
as Z axis
Set with
adjustments
SV55 0
Set same value
as Z axis
Set same value as
SV48
SV56 0
Set same value
as rapid traverse
time constant
Set same value as
rapid traverse time
constant
Spindle software version A5
or above is required. (Set
the spindle parameters
SP033 bitF to 1.)
*
When vertical axis is 2-axis driver, set for both L and M axes.
CNC
B-CV
B-SP
X
Y
Z
B-
V14/V24
B-
V14
B-
V14/V24
CN1A CN1B
CN4
CN4
Spindle Power supply
CNC
X
Y,Z
Spindle Power supply
B-CV
B-SP
B-
V14/V24
B-
V24
Set in the vertical axis servo
parameters SV48, 55 and 56.
If the axis connected to the power
supply that is supplying power to
the vertical axis is the main axis,
this process is required.







































































