














Machining Samples
Machining Samples
Revolutionizing product creation with high-performance machining
required for future generations
Product Line-up
Functions and
F
eatures
Intelligent A
T
Opt Dr
iv
e System
Long Lif
e System
Pow
er Supply
, Control Specifications
Machine Installation
Machining Samples
Precise Finish Circuit
Natur
al User Interf
ace
AD
VANCE PLUS control
Options
7
8
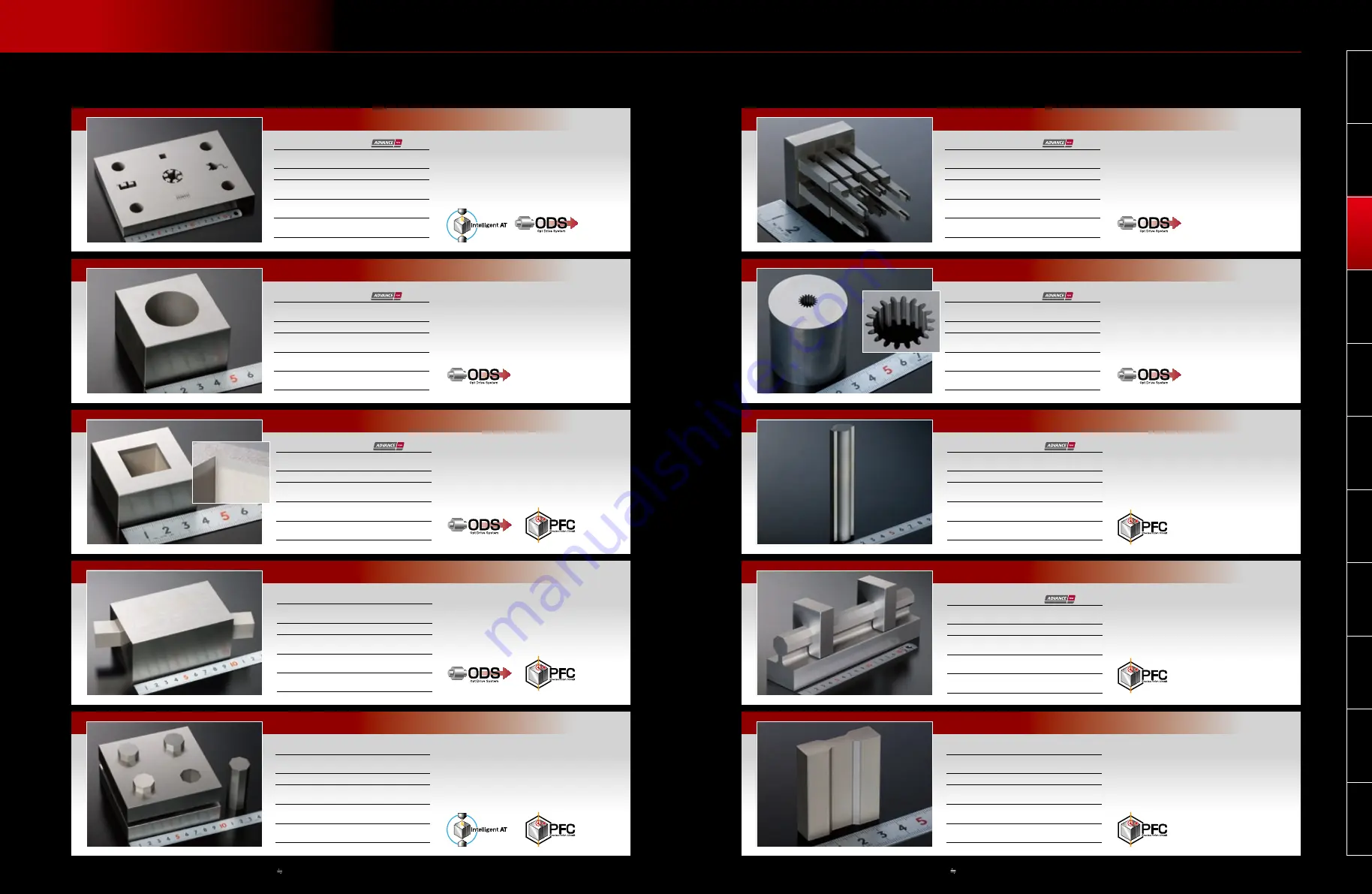
Highly accurate pitch machining
Circular machining
•
Stable automatic threading is realized using
Intelligent AT during multi-shape machining
•
Highly accurate machining is possible using
ODS
•
Thick workpieces can be machined with high
straight-line accuracy using ODS
•
High-speed and precise straight machining
are realized using PFC
•
Circular accuracy is improved using ODS
•
Bumps or undercuts at the approach point
are suppressed, attaining precise circular
cuts
•
Stable automatic threading is realized using
Intelligent AT during multi-shape machining
•
Productivity is improved by reducing
machining time using PFC
•
Highly accurate machining is possible using
ODS
•
Improved taper accuracy using PFC creates
uniform cutting edge lengths
•
Highly accurate machining is possible using
ODS
•
A machining accuracy of ±3µm is realized for
high L/D machining of pin widths from 1.0 to
4.5mm and a length of 40mm
•
High-speed and precise straight machining
are possible using PFC
•
A straight-line accuracy within 5µm is
possible even with a 200mm-thick workpiece
•
Highly accurate machining is possible using
ODS
•
New corner machining control (CM3)
improves shape accuracy to within ±2µm
under nozzle release conditions
•
High-speed and highly accurate machining
are possible using PFC
•
High-grade machining of special materials
(e.g., titanium, graphite, PCD)is realized
using a standard V power-supply
•
High-speed and precise straight machining
are possible using PFC
•
High-performance realized for tungsten
carbide punch machining
Model
Electrode
material
Workpiece
Workpiece
thickness
Surface
roughness
Machining
accuracy
MV2400R
ø0.2
(.008")
/BS
Steel(PD613)
20mm
(.787")
Rz2.5µm/Ra0.32µm
Pitch ±2µm
MV1200R
ø0.2
(.008")
/BS
Steel(SKD11)
20mm
(.787")
Rz2.5µm/Ra0.32µm
±3µm
MV2400S
Die
:ø0.20
(.008")
/BS
Punch :ø0.25
(.010")
/BS
Steel(SKD11)
Die
:100mm
(3.9")
Punch :150mm
(5.9")
Rz3.5µm/Ra0.45µm
±5µm
MV1200S
ø0.2
(.008")
/BS
Steel(SKD11)
Die
:20mm
(.78")
Punch :50mm
(1.97")
Rz2.0µm/Ra0.28µm
±3µm
Model
Electrode
material
Workpiece
Workpiece
thickness
Surface
roughness
Machining
accuracy
MV1200R
ø0.2
(.008")
/BS
Steel(SKD11)
30mm
(1.181")
Rz2.0µm/Ra0.28µm
Roundness 2.0µm
Model
Electrode
material
Workpiece
Workpiece
thickness
Surface
roughness
Machining
accuracy
Model
Electrode
material
Workpiece
Workpiece
thickness
Surface
roughness
Machining
accuracy
Model
Electrode
material
Workpiece
Workpiece
thickness
Surface
roughness
Machining
accuracy
Model
Electrode
material
Workpiece
Workpiece
thickness
Surface
roughness
Machining
accuracy
MV1200R
ø0.2
(.008")
/BS
Steel(SKD11)
4~25mm
(0.16~0.98")
Rz3.1µm/Ra0.38µm
±3µm
MV2400R
ø0.2
(.008")
/BS
Tungsten carbide (G5)
100mm
(3.9")
Rz2.2µm/Ra0.3µm
±4µm
MV1200S
ø0.2
(.008")
/BS
Titanium alloy
40mm
(1.6")
Rz2.2µm/Ra0.28µm
±5µm
Model
Electrode
material
Workpiece
Workpiece
thickness
Surface
roughness
Machining
accuracy
MV1200R
ø0.1
(.004")
/BS
Steel(SKD11)
5mm
(.197")
Rz2.0µm/Ra0.26µm
±2µm
Model
Electrode
material
Workpiece
Workpiece
thickness
Surface
roughness
Machining
accuracy
MV2400S
ø0.25
(.010")
/BS
Steel(SKD11)
200mm
(7.9")
Rz4.8µm/Ra0.71µm
±3µm
Model
Electrode
material
Workpiece
Workpiece
thickness
Surface
roughness
Machining
accuracy
Model
Electrode
material
Workpiece
Workpiece
thickness
Surface
roughness
Machining
accuracy
Cutting edge machining
Fit machining
Slide core
* The listed machining results are all based on in-house conditions and measurements.
(Note) JIS B0601: '01 and ISO 4287: '97/ISO 1302: '02 compliant (Rz
conventional notation Ry)
* The listed machining results are all based on in-house conditions and measurements.
(Note) JIS B0601: '01 and ISO 4287: '97/ISO 1302: '02 compliant (Rz conventional notation Ry)
Connector machining
Gear machining
Thick workpiece machining (tungsten carbide)
Thick workpiece machining
Parts machining







































































