





















-
61
-
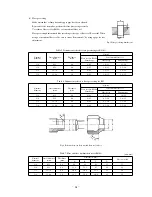
d) Flare processing
Make certain that a clamp bar and copper pipe have been cleaned.
By means of the clamp bar, perform the flare processing correctly.
Use either a flare tool for R410A or conventional flare tool.
Flare processing dimensions differ according to the type of flare tool. Be careful. When
using a conventional flare tool, be sure to secure “dimension A” by using a gage for size
adjustment.
øD
A
Fig.3 Flare processing dimensions
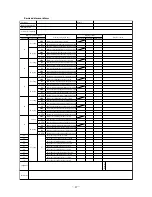
Table 5. Dimensions related to flare processing for R410A
Nominal
Outer diameter
Thickness
A (mm)
diameter
(mm)
(mm)
Flare tool for R410A
Conventional flare tool
Clutch type
Clutch type
Wing nut type
1/4
6.35
0.8
0~0.5
1.0~1.5
1.5~2.0
3/8
9.52
0.8
0~0.5
1.0~1.5
1.5~2.0
1/2
12.70
0.8
0~0.5
1.0~1.5
2.0~2.5
5/8
15.88
1.0
0~0.5
1.0~1.5
2.0~2.5
Table 6. Dimensions related to flare processing for R22
Nominal
Outer diameter
Thickness
A (mm)
diameter
(mm)
(mm)
Flare tool for R410A
Conventional flare tool
Clutch type
Clutch type
Wing nut type
1/4
6.35
0.8
0~0.5
0.5~1.0
1.0~1.5
3/8
9.52
0.8
0~0.5
0.5~1.0
1.0~1.5
1/2
12.70
0.8
0~0.5
0.5~1.0
1.5~2.0
5/8
15.88
1.0
0~0.5
0.5~1.0
1.5~2.0
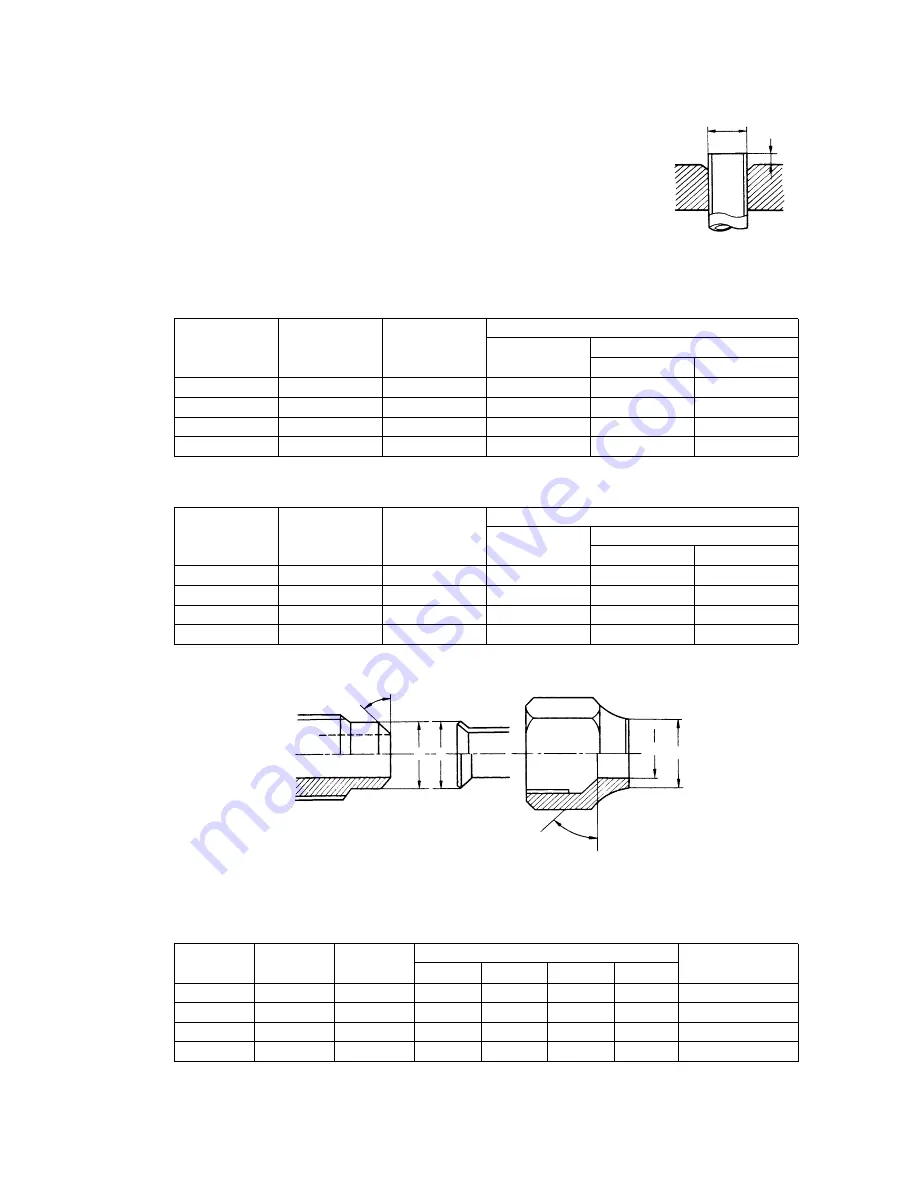
Fig.4 Relations between flare nut and flare seal surface
45
°
~46
°
B
A
43
°
~45
°
C
D
Table 7. Flare and flare nut dimensions for R410A
Nominal
Outer diameter
Thickness
Dimension (mm)
Flare nut width
diameter
(mm)
(mm)
A
B
C
D
1/4
6.35
0.8
9.1
9.2
6.5
13
17
3/8
9.52
0.8
13.2
13.5
9.7
20
22
1/2
12.70
0.8
16.6
16.0
12.9
23
26
5/8
15.88
1.0
19.7
19.0
16.0
25
29
[unit: mm]







































































