



















-
58
-
* Cautions during brazing
1
General cautions
1) The brazing strength should be high as required.
2) After operation, airtightness should be kept under a pressurized condition.
3) During brazing do not allow component materials to become damaged due to overheating.
4) The refrigerant pipe work should not be come blocked with scale or flux.
5) The brazed part should not restrict the flow in the refrigerant circuit.
6) No corrosion should occur from the brazed part.
2
Prevention of overheating
Due to heating, the interior and exterior surfaces of treated metal may oxidize. Especially, when the interior of the
refrigerant circuit oxidizes due to overheating, scale occurs and stays in the circuit as dust, thus exerting a fatally adverse
effect. So, make brazing at adequate brazing temperature and with a minimum of heating area.
3
Overheating protection
In order to prevent components near the brazed part from overheating damage or quality deterioration due to flame or
heat, take adequate steps for protection such as (1) by shielding with a metal plate, (2) by using a wet cloth, and (3) by
means of heat absorbent.
4
Movement during brazing
Eliminate all vibration during brazing to protect brazed joints from cracking and breakage.
5
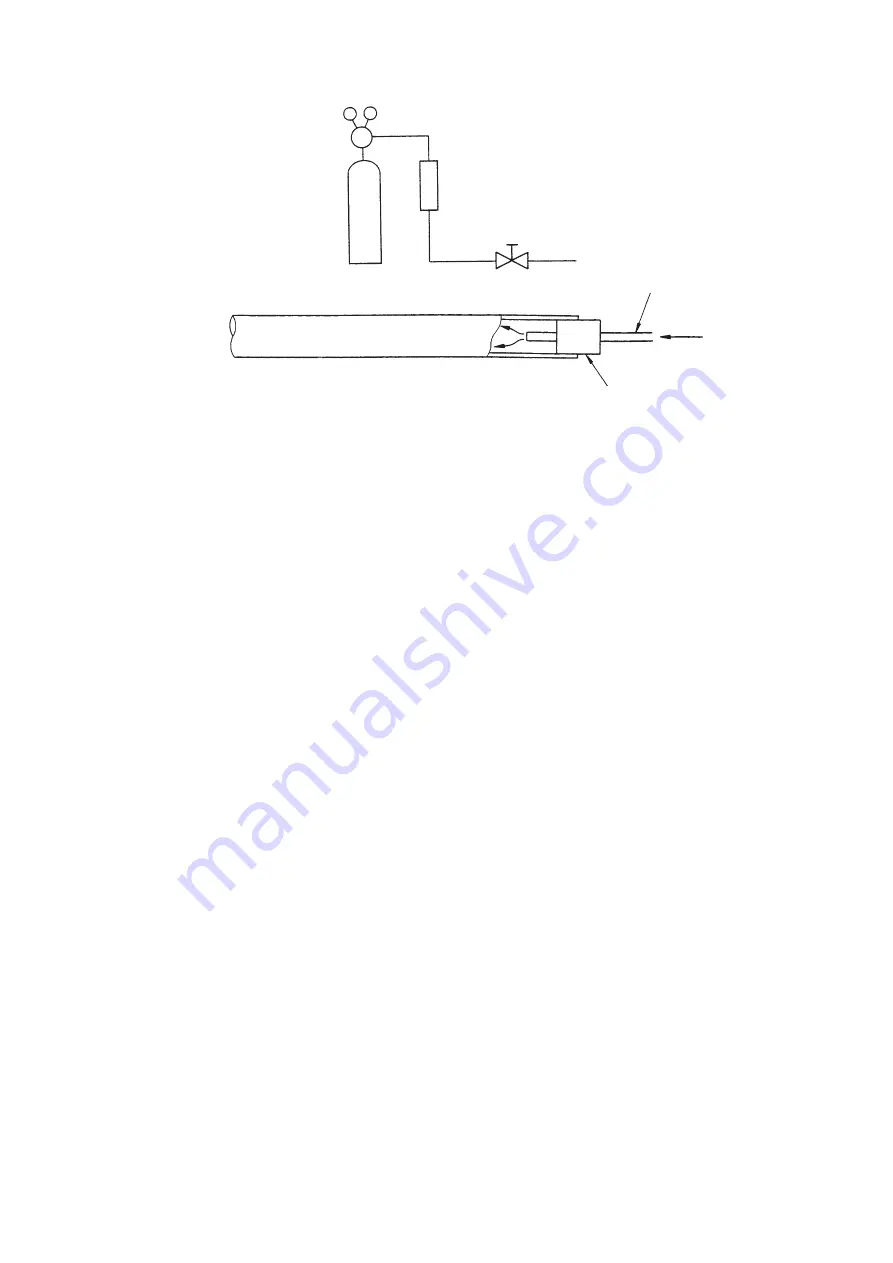
Oxidation preventive
In order to improve the brazing efficiency, various types of antioxidant are available on the market. However, the con-
stituents of these are widely varied, and some are anticipated to corrode the piping materials, or adversely affect HFC
refrigerant, lubricating oil, etc. Exercise care when using an oxidation preventive.
7.3 Installation, removal and servicing
7.3.1 Tools for R410A
In the case of an air conditioner using R410A, in order to prevent any other refrigerant from being charged accidentally, the service
port diameter of the outdoor unit control valve (3-way valve) has been changed. Also, to increase the pressure resisting strength,
flare processing dimensions and sizes of opposite sides of flare nuts (for copper pipes with nominal diameters 1/2 and 5/8) have
been changed. During installation/service, therefore, prepare tools exclusive for R410A shown in (1) on page 59 and general tools
shown in (2) on page 60.
Fig.5 Prevention of oxidation during brazing
M







































































